装产品划分为装配单元是制定装配工艺规程中最重要的一个步骤。这对于大批大量生产结构复杂的产品尤为重要。只有将产品合理地分解为可以进行独立装配的单元后,才能合理安排装配顺诶和划分装配工序,组织装配工作的平行,流水作业。
产品或机器是由零件、合件、组件、部件等独立装配单位经过总装而成的。零件是组成机器的基本单元,一般都预先将零件装成合件、组件和部件后,再安装到机器上,直接进入总装的零件并不太多。
合件由若干零件水久连接而成,或连接后再经加工而成。如装配式齿轮、发动机连杆小头孔压入衬套后再经精镗孔。
组件是指一个或几个合件及零件的组合体。如主轴箱中轴与其上的齿轮、套、垫片、键及轴承的组合体即为组件。
部件是若干组件、合件及零件的组合体,它在机器中能完成一定的、完整的功用。如式车床中的主轴箱、溜板箱、走刀箱等。
选择装配基准件
无论哪一级装配单元,都要选定某一零件或比它低一级的装配单元作为装配基准件。装配基准件通常应是产品的基体或主干零件;基准件应有较大的体积和重量,有足够的支承面,以满足陆续装入零、部件时的作业要求和稳定性要求。例如:
床身零件是床身组件的装配基准零件;床身组件是 床身部件的装配基准组件;床身部件又是机床产 品的装配基准部件
选择基准件时,应老世基准 补充加工量要最少,尺可能不再有后续加工工序,,同时应有利于装配过程中中的检测、工序间的传递运输和翻身、转位等作业。
在划分好装配单元,并确定装配基准件后,即可安排装配顺序。
在确定装配顺序时应考虑以下原则
预处理工序先行,如零件的倒角、去毛刺与飞边、清洗、防绣、防腐处理、涂装、干燥等。
先进行基础零部件的装配,使机器在装配过程中重心处于最稳状态。
先进行复杂件、精密件和难装配件的装配,因开如装配时,基准件上有较开阔的安装、调整、检测空间,有利于较难零、部件的装配
先进行易友坏后续工序装配质量的工序。如冲击性质的装配、压力装配、加热装配等,补充加工工序应尺量安排在装配初期进行,以保证整个产品的装配质量。
集中安排使用相同工装、设备和个有共同特殊环境的工序,以减少装配工装、设备的重复使用,避免产品在装配地迂回。
处于基准件同一方位的装配工序应尽可能集中连续安排,以防止基准件的多次转位和翻身。
电线、油管路的安装尖与相应工序同时进行,以防止零、部伯的反复拆装。
易燃、易爆、易碎零部件或有毒物质的安装,尽可能放在最后,以减少安全防护工作量,保证装配工作湎利进行。
为了清晰地表示装配顺序,常装配系统图来表示,如图1
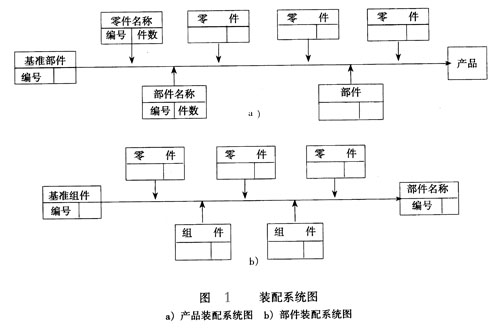
所示,对于结构比较简单、组成的零部件少的产品,可只绘制产品装配系统图。对于结构复杂、组成零、部件多的产品、则还需绘制各装配单位的装配系统图。
装配系统图的画法是:首先画一条较粗的横线,横线的左端箭头指向表示装配单元的长方格,横线的左端表示基准件的长方格。然后按装配顺序由左向右依次将装入基准件的零件、合件、组件和部件引入。表示零件的长方格画在横线上方;表示合件、组件税件的长方格画在横线下方。每一长方格内,上方注明装配单元名称,左下方填写单元的编号,右下方填写装配单元的件数。
在装配单元系统图上加注所需要的工艺说明,就形成装配工艺系统图。此图较全面地反映地所映了装配单元的划分、装配和装配工艺方不法,它是装配工艺规程中的主要文件之一,也是划分装配工序的依据。如图表示床身部件装配工艺系统图。
