金属材料切屑的形成
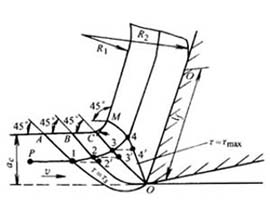
实验和理论研究发明,切屑的形成过程是切屑层在受到刀具前刀面的积压后而产生的以滑移为主的塑变形过程。这一过程可用下图来描述,它表示塑性性材料的变形情况。
当刀具前刀面推挤切削层时,在切削层内产生应立场,离切削刃越进,应力越大。在应力场中可以找到剪应力τ达到材料屈服强度τs的各点,连接这些点,可以得到曲线OA。由于此处τ=τs,所以被切材料在OA线开始剪切滑移,OA称为始滑移线。当被切削金属层中某点P向切削刃逼近,达到点1的位置时,其剪应力达到材料的屈服强度τs,点1在向前移动的同时,也沿OA滑移,复合的运动将使点1流动到点2。2'―2就是它的滑移量。由于塑性变形过程中发生强化现象,要继续滑移必须不断提高应力τ,而P点继续向前运动时,由于刀刃的挤压,它手受到的剪应力是不断增加的,故滑移将不断发生,滑移量不断增加,如图1-3中的3'―3、4'―4。当到达点4后,被切材料的流动方向与前刀面平行,不再滑移,故OM称为终滑线。由此可见,切削层的材料经过一个从OA到OM的
如图:第一变形区内金属的滑移
剪切变形区而变成切削。该剪切区通常又称第I变形区。剪切区内的剪切线与自由表面的交角为45°。在一般切削速度范围内,这一变形区的宽度仅为0.02~0.2mm,因此,可以视为一个剪切平面,称为剪切面。
当切削层的金属经剪切滑移后变成切屑沿前刀面流出时,又受到前刀面的挤压而产生剧烈摩擦,使切屑进一步变形,这就形成了第Ⅱ变形区。积屑瘤、刀具磨损等现象主要取决于第Ⅱ变形区的变形。
切削过程中,工件已加工表面由于受到切削刃钝圆部分和后刀面的挤压和摩擦,也会产生很大的变形,这就是第Ⅲ变形区。由于强烈变形,将使工件表面形成加工硬化层,产生表层残余应力,甚至会伴随出现微观裂纹而严重影响工件表面加工质量和工件使用性能。
图1-4表示了切削时三个变形区的大致位置。由于切削时大部分塑性变形集中在第Ⅰ变形区,所以切削变形的大小主要按第Ⅰ变形区衡量。
图1-4切削时的三个变形区
积屑瘤
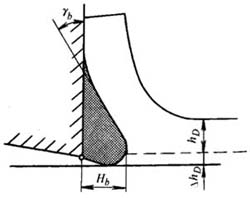
在中等或较低的切削速度下切削塑性金属时,常常会发现一小块很硬的金属粘附在靠近切削刃口的前刀面上,并代表前刀面的切削刃进行切削,这就是积屑瘤(见图1-5)。
图1-5 积屑瘤
(1)积屑瘤产生的原因 切削时,由于前刀面与切屑间的压力很大,切削温度也很高,故在切屑底层形成了滞流层。在一定的压力和温度下,底层的滞流层就会与切屑分离并粘结(冷焊)在前刀面上,形成第一层积屑瘤。由于切屑在不断的连续流出,新的滞流层又粘接在冷焊层上。如此依次层层堆积,积屑瘤就不断长大。积屑瘤长到一定高度后,切屑与前刀面的接触条件和受力情况发生变化,就会停止继续生长。当切削过程中出现冲击、振动或切削力发生变化时,积屑瘤就会局部破裂或者整体脱落。
(2)积屑瘤对切削过程的影响:积屑瘤对切削过程的影响既有有利的一面,也有不利的一面。有利的一面是:
1)积屑瘤的硬度很高(一般为被加工材料的2~3倍),当它覆盖在切削刃上时,可代替切削刃进行切削,对切削刃有一定的保护作用。
2)积屑瘤使刀具的实际前角增大(见图1-5),可使切削力减小。
积屑瘤对切削过程的不利影响是:
1)积屑瘤的前端伸出在切削刃之外,使切削层公称度增大(增大值为△hd),由于积屑瘤的产生、成长和脱落是有一定周期性的,因此△hd是变化的,故可能引起振动。
2)积屑瘤破碎时,除一部分脱落的碎片被切屑带走外,一部分会流入刀具―工件接触区,对工件表面形成“犁沟”使加工表面变的粗糙。碎片还可能嵌入工件表面造成硬质点,加速刀具磨损。
(3)抑制或避免积屑瘤的措施
1)加工时控制切削速度,尽量使用很低或很高的切削速度,避免产生积屑瘤的速度范围。
2)工件材料的塑性越好,切削时的塑性变形越大,则越容易生成积屑瘤。因此,为抑制积屑瘤产生,可将材料进行正火或调质处理,以提高硬度,降低塑性。
3)增大刀具前角、减小进给量、提高刀具表面刃磨质量、选用润滑性能良好的切削液等,也都可以减小或抑制积屑瘤的产生与发展。
切屑的形态
切削过程中,由于工件材料、刀具的几何角度、切削用量等不同,切屑的变形程度也不同,因而所产生的切屑类型也就不同,常见的切屑类型主要有以下四种(见图1-6):
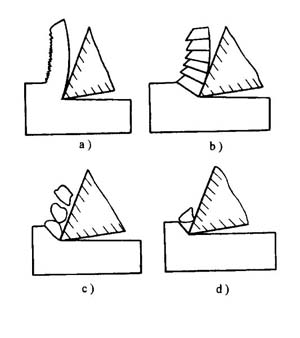
图1-6 切屑的类型
(1) 带状切屑(图1-6a)写屑延绵较长,呈带状,与刀具前刀面接触的底层光滑无裂纹,外表面为毛茸状。加工塑性金属时,若切削厚度较小,切削速度较高,刀具前角较大时,一般得到这类切屑。它的切削过程较为平稳,切削力波动不大,工件已加工表面粗糙度较低,但加工中应致意断屑。
(2) 挤裂切屑(图1-6b)切屑外形仍然呈连绵不断状,其变形程度比带状切屑大,切屑底层有局部裂纹,外表呈锯齿状。它一般是在切削速度较低,刀具前角较小,切削厚度较 ,加工中等硬度塑性金属时产生。形成挤裂切屑时,切削力有波动,工件表面粗糙度较高。
(3) 单元切屑(图16c)如果在挤裂切屑的剪切面上,剪应力超过了金属的强度极限时,则裂纹就会贯穿切屑的厚度,形成梯形的单元切屑。这种切屑大多发生在刀具前角小,切削速度低,交工塑性较差的材料时。加工过程中它的切削力波动更大,工件表面质量更差。
(4) 崩碎切屑(1-6d)切削脆性金属时,由于材料的塑性较差,抗拉强度低,切削层材料往往为经塑性变形就产生脆性崩裂,形成不规则的碎块状的崩碎切屑。这时切削力波动很大,并且集中在切削刃上,易损坏刀具,同时工件表面粗糙度也更高,因此,在生产中应该力求避免,其办法是减小切削厚度,使切屑成针状和片状,同时适当提高切削速度,以增加工件材料的塑性。
1.2.4自由、与非自由切削、直角与斜角切削的概念
(1)自由切削与非自由切削:刀具在切削过程中,如果只有一条直线刀刃参加切削工作,这种情况称之为自由切削。其主要特征是刀刃上各点切屑流出方向大致相同,被切金属的变形基本上发生在二维平面内。
反之,若刀具上的刀刃为曲线,或有几条刀刃(包括主切削刃和副切削刃)都参加了切削,并且同时完成整个切削过程,则称之为非自由切削。其主要特征是各刀刃交接处切下的金属互相影响和干扰,金属变形更为复杂,且发生在三维空间内。例如外圆车削时除主切削刃外,还有副切削刃同时参加切削,所以属于非自由切削方式。一般情况下,多刃刀具切削时大都是这种非自由切削。
(2)直角切削与斜角切削:直角切削是指刀具主切削刃的刃倾角λs=0°时的切削,此时主切削刃与切削速度方向成直角,故又称之为正交切削。图1-7a所示直角刨削简图,它属于自由切削状态下的直角切削,其切屑流出方向是沿刀刃的方向。
斜角切削是指刀具主切削刃的刃倾角λs≠0°时的切削,此时主切削刃与切削速度方向不成直角。图1-7b所示是斜角刨削时的情形,它也属于自由切削状态。对于斜角切削的方式,主切削刃上的切屑流出方向都将偏离其法线。
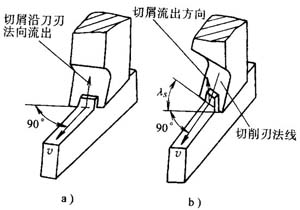
图1-7 直角切削与斜角切削。