刀具磨损到一定的限度就不应再继续使用,这个磨损限度称为磨钝标准。典型的刀具磨损过程曲线如图2-5所示,AB是初期磨损阶段,BC是正常磨损阶段,CD是急剧磨损阶段。使用刀具时,应在急剧磨损阶段之间、前即使更换。
刀具磨损的检测方法可分为两大类:一类是直接测量法,它是在非切削时间内直接测量(或通过工件尺寸的变化来测量)刀具的磨耗量;另一类为间接测量法,它是在切削时测定与刀具有关的物理量(如切削力、振动与嗓声、切削温度、已加工表面粗糙度)的变化来判断刀具的磨损。
在实际生产中,不允许经常卸下刀具来测量磨损量,因而总是根据切削过程中发生的一些现象来判断刀具是否已经磨钝。例如粗加工时,可以观察已加工表面是否出现亮带,切屑颜色和形状是否变化,以及是否出现振动和不正常的声音等。精加工可观察已加工表面粗糙度的变化以及测量加工零件的形状和尺寸精度等。
在用实验评定刀具材料的切削性能时,常与 后刀面的磨损量作为衡量刀具磨钝的标准。国际标准ISO统一规定以1/2切削深度处后刀面上测定的磨损带宽度VB(见图2-4)作为刀具磨钝标准。但对自动化生产用的刀具及预调刀具等,则长以沿工件径向的刀具磨损尺寸(称为刀具的径向磨损量NB)作为衡量刀具的磨钝标准。
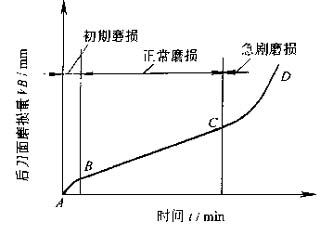
图2-5 典型的刀具磨损过程曲线
加工条件不同时所规定的磨钝标准也不同,例如精加工的磨钝标准较小,粗加工较大;工艺系统的刚度较低时,应考虑在磨钝标准内是否会振动,所以规定的磨钝标准较小;切削难加工材料时,磨钝标准较小。
各种刀具磨钝标准的具体数值可参考有关专业手册。

