滚齿原理:滚齿加工是按照展成法的原理来加工齿轮的。用滚刀来加工对轮相当于一对交错的螺旋轮啮合。在这对啮合的齿轮传动副中,一个齿轮的齿数很少,只有一个或几个,螺旋角很大就演变成了一个蜗杆,再将蜗杆开槽并铲背,就成为齿轮滚刀。在齿轮滚刀螺旋线法向剖面各刀齿面也一根齿条,当滚刀连续转动时就相于一根无限长的齿条沿刀具轴向连续移动。因此,在齿轮滚刀按给定的切 削速度作旋转运动时,工件则按齿轮齿条啮合关系传动(即当滚刀转一圈,相当于齿条移动一个或几个齿距,齿轮坏也相应转过一个或几个齿距),在齿坏上切出齿槽,形成渐开线齿面,,如图
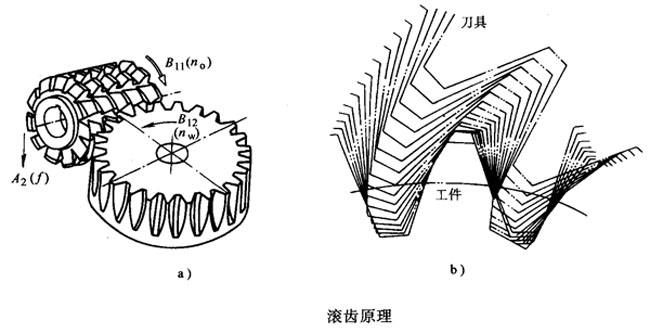
所示。因此,滚齿轮过程中,分布在螺旋线的滚刀各刀齿相继切出齿槽中一薄层金属,每个齿槽在滚刀旋转中由几个刀齿依次切出,渐开线是展成法 ,成形运动是由滚刀的旋转运动和工件的旋轻快地运动组成的复合运动(B11+B12),,这个复合运动称为展成运动。当滚刀与工件连续转动时,便在工件整个圆周上依次切出所有齿槽。在这一过程中,齿面的形成与齿轮的分度是同时进行的。因而展成运动也就 是分度运动。
由上所述,为了得到渐开线齿廓和齿数,滚齿时,滚刀和工件之间必须保持严格的相对运动关系,即当滚刀转过1时,工件相应地转过K/Z(K为滚刀头数,Z为工件齿数。)
1、 加工直齿圆柱齿轮的传动原理
用滚刀加工直齿圆柱齿轮必须具备以下两个运动:形成渐开线齿廓的展成运动和形成直线齿面(导线)的运动。图

是滚切直齿圆柱齿轮的传动原理图。
(1)展成运动传运链 渐开线文化部廓是由展成法形成的,靠滚刀的旋转运动B11和工件的旋转运动B12组复合运动,因此,滚刀主轴和工作台的传动链(刀具-4-5-UX-6-7-工作台)为展成运动传动链,由它保证工件和刀具之间的严格运动关系。其中置换机构UX,适于工作齿数和滚刀头数的变化。显然这是一条内联系传动链,不仅要求传动比准确,而且要求滚刀和工件两者旋转方向必须符合一对交错轴螺旋齿轮啮合时相对运动方向。当滚刀旋转方向一定时,工件的旋转方向由滚刀螺旋方向确定。
(2)主运动传动链 因为每一个表面成表运动都必须有一个外联系传动与动车源相联系,在图中,展成运动的外联系传动链为电动机-1-2-UV-3-4-滚刀。 条传动甸产生切削运动,根据金属切削原理的定义,这个运动是运动。其传动链中的换置机构UV用于调整渐开线齿廓的成形速度,应当根据工艺条件确定滚刀转速来调整其传动比。
(3)垂直进给运动传动链,为了切出整个齿宽,滚刀在自身旋转的同时,必须沿工件轴线作上线进给运动A2.这种形成导线的方法是相切法。在这里,滚刀垂直进给运动是滚刀刀架沿立柱导轨移动实现的。为了使刀架得到运动,用垂直进给传动链“7-8-Uf-9-10” 将工作台和刀架联系起来。传动链中的置换机构Uf用于调整垂直进给量的大小和进给方向,以适应不同加工表面粗糙度的要求。由于刀架的垂直进给运动是简单运动,所以,这条传动链是外联系传动链。这里所采用工作台作为间接动力源,因为滚齿时的进给量通常是以工件每转一转,刀架的位移量来计量的,且刀架运动速度较低,以保证齿面加工表面粗糙度的要求。采用这种传动方案,不令可满足工艺上的需要而且能简化机床的结构。
