一、 尺寸链的基本概念
如图
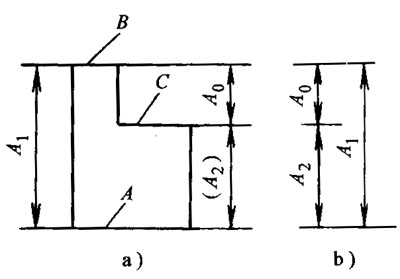
所示,零件图样上标注的尺寸为A
1\A
0,A、B面已加工,现采用调整法加工C面,若以设计苦准B面作定位基准,夹具结构复杂,工件装卸不便,加工时刚性差;若以A面作定位基准,直接保证的是对刀尺寸A
2,图样上要求的设计尺寸A
0.将由本工序尺A
2和上工序的尺寸A
1来间接保证,当A
1和A
2确定之后,A
0随之确定。像这样一组相互关系的尺寸,组成封闭的形式,如同链条一样环环相扣,形象地乐为尺寸链。
同样,在测量、产品装配和设计过程中都会形成类似的尺寸链,如图

所示。图a
三种不同功能的尺寸链为测量用的工艺尺寸链,零件图上标注的尺寸为A
1\A
0,,但A
0不便测量,通过测量A
1,A
2来间接保证A
0,,由A
1\A
2\A
0组成了测量尺寸链。图b由孔的尺寸A
1,轴的尺寸A
2及孔轴装配后形成的间隙A
0(必须保证的装配精度)组成了装配尺寸链,图a.b由零件图样上的设计尺寸B
1、B
2\B
3及未注尺寸B
0组成了零件尺链。
二、尺寸链的组成
组成尺寸链中凡最后称为环,而不又有组成不与封闭之分。
1、 封闭环
在尺寸链中凡最后被间接保证的尺寸,称为封闭环,在工艺尺寸链和装配尺寸链中就是加工和装配过程中最后形成的环;在零件尺寸链中是零件图未于标济尺寸。如a.b图图a.b.c中的A0. B0就是封闭环。封闭环搞错了,一切计算结果都是错误的。在工艺尺寸链中,封闭是随着加工次秩序的改变或测量基准的改变的。区分封闭环的关键在于要紧紧抓住“间接获得”或“最后形成”这一概念。
2、 组成环
尺寸链中对封闭环有影响的全部尺寸。任一组成环的变动,必然引起封闭环的变动,根据它对封闭环的影响不同,组成环又可分为增环与减环。
(1) 增环 若该环尺寸增大封闭环随着增大,该环尺寸减小封闭环也随着减小,则该环称为增环,以A1表示,如图a.b中的A1是增环。
(2) 减环 若该环尺寸增大封闭环减小,该环尺寸减小封闭环增大,则该环称为减环,以A1表示,如图a.b中的A2是减环。
当尺寸链中的组成环较多时,根据定义来区分增、减环比较麻烦,可用下述简易方法来迅速判断:在尺寸链简图上,先在封闭环上任定一方向画一箭头,然后沿此方向绕尺寸链回路依次在每一组成环上画出一箭头,凡组成环上所画箭头方向与封闭环箭头方向相同的为减环,相反的为增环。如图a.b
