镗床夹具主要用于加工精密孔或孔系。它主要由镗模底座、镗查勘支架、镗套、镗杆以及必需的定位、夹紧装置组成。镗床夹具的种类按导向支架的布置形式分为双支承镗模、单支承镗模和无支承镗模三类。
(一) 镗床夹具的实例
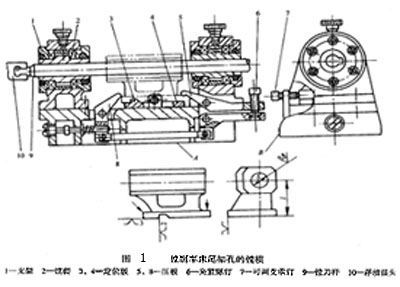
图1为镗削车床尾架孔的双支承镗模,镗模的两个支承分别设置在刀具的前方和后方,镗刀杆9和主轴通过浮动接头10联接。工件以底面槽及侧面在定位板3、4及可调支承钉7上定位,限制六个自由度,采用联动夹紧机构夹紧,拧紧夹紧螺钉6,压板5、8同时将工件夹紧。镗模支架1上用回镗套2来支承和引导镗杜。镗模以底面A安装在机床工作台上,其位置用B面找正。
(二) 镗套
镗套的结构形式和精度直接影响被加工的精度。常用的镗套有两类,即固定式镗套和回转式镗套。
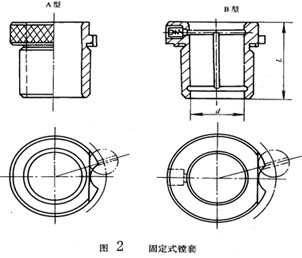
1、 固定式镗套图2与快换钻套结构相似,加工时镗套不随镗杆转动。A型不带油杆和油槽,靠镗杆上开的油槽润滑;B型则带油杯和没槽,使镗套和镗杆之间能充分地润滑,从而减少镗套的磨损。
固定式镗套的优点是外形尺寸小,结构简单,精度高。但镗杆在镗套之间能充分地润作轴向移动,使镗套容易磨损,因此只适用于低速镗孔。
2、 回转式镗套
回转式镗套3随镗杆一起转动,镗杆与镗套之间只有相对移动而无相对转动,从而大大减少了镗套的磨损,也不会因摩擦发热而“卡死”。因此,它适适合于高速镗孔。
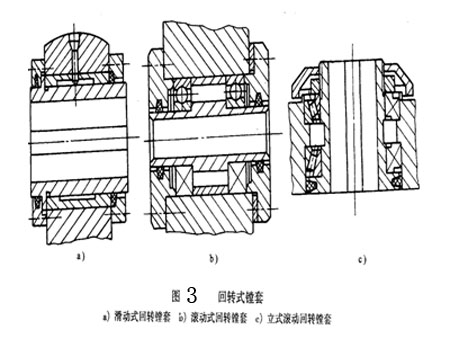
图3为滑动式回转镗套,其结构尺寸较小,回转精度高,减振性好,承载能力大,但需要充分润滑,摩擦面的线速度不能大于0.3-0.4m/s,常用于精加工。图3b为滚动式回转镗套,用于卧式镗孔,由于镗套与支架之间安装了滚动轴承,所以回转线速度可大大提高,一般u>0.4m/s,但是径向尺寸较大,回转精度受轴承精度影响。图3c为立式镗孔用的回转式镗套。它的工作条件差,受切液和切屑的冲刷,一般设有防屑结构,并采用圆锥滚子轴承。
当工件孔直么大于镗套孔径时,需在镗套上设引刀槽,使装好刀的镗杆能顺利进入。
(三) 镗床夹具上的其它结构
(1) 镗床的引进结构 由于镗套的结构类型不一样,因此镗杆的引进结构也不一样。
(2) 镗杆支架,镗模支架主要用来安装镗套和承受切削力。要求有足够的刚性和急定性,在结构上一般要有较大的安装基面和设置必要的加强肋。而且支架上不允许安装夹紧机构和承受力紧反力,以免支架变形而破坏精度。
(3) 镗模底座 镗模底座与其它夹具体相比要厚,且内腔设有十字形加强肋。