������ƽ�涨λ
������ƽ����Ϊ��λ���棬������Ķ�λ��ʽ֮һ�������塢������������֧�ܵ�������ļӹ��У��϶�ز�����ƽ�涨λ��
ͼ1




��ʾΪƽ�涨λʾ��ͼ������ͼa��ʾ�Դֻ���λ�����Σ�ͼb��ʾ�Ծ���
��λ�����Ρ�������ƽ����Ϊ��λ��ʱ�����õĶ�λԪ������������1����Ҫ֧��
����ɼ֧���������ƹ��������ɶȣ���λ���á�
��1�� �̶�֧�� �̶�֧���Љ}�ж���֧�а�������ʽ����ͼ2��ʾ����ʹ�ù����У������ǹ̶������ġ�
�������Դֲڲ�ƽ�Ĵֻ���λʱ��������ͷ֧�ж�ͼ2b������ͷͼ2c���ڹ����IJ�����������Ħ����������ֹ�����������������Լӹ�����ƽ�涨λʱ���ɲ���ƽͷ֧�ж�ͼ2a��֧�а塣ͼ2d��ʾ֧�а�Ľṹ�����췽�㣬���ױ���м��������ɾ������ʺ��ڲ�������涨λ��ͼ2c��ʾ֧�а���������м�������ڵ��涨λ��
Ϊ��֤���̶�֧�еĶ�λ�����ϸ��棬װ����轫�乤������һ��ĥƽ��֧�ж���о������ϲ���H7/r6,��֧�ж���Ҫ��������ʱ���ͼӳ��ף���ͼ3��ʾ�������ھ���о�������һ����H7/n6��H7/r6,��������֧�ж������ѡ��H7/JS 6.
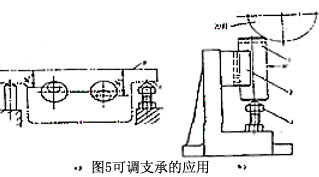
(2)�ɵ�֧�� �ɵ�֧����ָ֧�ж��ĸ߶ȿ��Խ��е��ڡ�ͼ4Ϊ���ֳ��õĿɵ�֧�С�����ʱҪ���ɺ�������ú��÷�����ĸ������
�ɵ�֧����Ҫ���ڹ����Դֻ��涨λ����λ�������״���ӣ�������桢̨����ȣ����Լ�����ë���ijߴ硢��״�仯�ϴ�ʱ���������ͼ5a��ʾ������ë��Ϊɰ������������A�涨λϳB�棬����B�涨λ��˫�ס�ϳB��ʱ�������ù̶�֧�У����ڶ�λ����A�ijߴ����״���ϴ�ϳ���B������ë���ף�ͼ�����ߣ��ľ���ߴ�H1��H2�仯Ҳ����ʹ�ۿ�ʱ�����ܲ����ȣ�����������������ˣ����̶�֧�и�Ϊ�ɵ�֧�У��ٸ���ÿ��ë����ʵ������С ����֧�ж��ĸ߶ȣ��Ϳɱ������������ͼ5bΪ���ÿɵ�֧�мӹ���ͬ�ߴ�����ƹ��ɵ�֧����һ��������ǰ����һ�Ρ���ͬһ�������ӹ��У�����������̶�֧����ͬ��
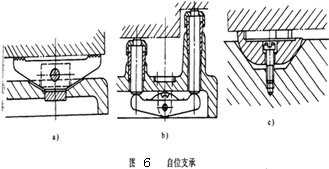
��3�� ��λ֧�У�����֧�У� �ڹ�����λ�����У����Զ�����λ�õ�֧�г�Ϊ��λ֧�С�ͼ6��ʾΪ�о��г���ļ�����λ֧�С�����ͼa��b������Ϊʽ��λ֧�У�ͼcΪ����ʽ��Ȭ֧�С�����֧�еĹ����ص��ǣ�֧�е��λ�ú������Ź�����λ����IJ�ͬ���Զ����ڣ���λ����ѹ������һ�㣬�������������������㶼�빤���Ӵ����Ӵ����������ӣ�����˹���װ�з�Ⱥ��ȶ��ԣ������������൱��һ���̶�֧�С��Ӵ����������ӣ�����˹�����װ�иնȺ��ȶ��ԣ������������൱��һ���̶�֧�У�ֻ���ƹ���һ�����ɶȡ�

2������֧��
����֧��������߹�����װ�иնȺ��ȶ��ԣ�����λ���á�����֧�еĹ�������ǣ���������λ�н��Ժ��ٸ���֧�ж��ĸ߶ȣ�ʹ���빤�����йر���Ӵ���������ÿ��װһ�������͵���һ�θ���֧�С����⣬����֧�л�����Ԥ�������á�
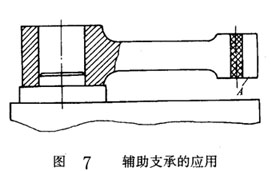
��ͼ7��ʾ���������ڿ����涨λ�������С�ס��������Ϊһ���ۣ���Ҳʱ�������Բ����A �����ù̶�֧�У�������λ���п����ƻ���˵Ķ�λ����ʱ����A ����Эһ����֧�У����ܱ��������Ȳ��ƻ���λ���������˹����ĸ��ԡ�
ͼ8Ϊ�о��е����ָ���֧�С�ͼaΪ����ʽ����֧�С�ͼbΪ��λʽ����֧�У�����1�ڵ���2���������빤���Ӵ���ת���ֱ�ʹ����3������������ͼcΪ����ʽ����֧�У������н���ת������4ʹбШ6���ƽ�����5�빤���Ӵ�������ת�����ֿ�ʹбШ��6�Ŀ��۲����ǿ��������
