������Բ�ױ�����Ϊ��λ����ʱ���������¶�λԪ����
1�� Բ��������λ����
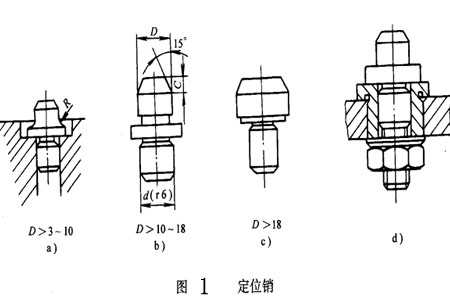
Բ1Ϊ���ö�λ���Ľṹ������������С��D=3-10��ʱ��Ϊ���Ӷ�λ���նȣ�������������ײ�����۶ϣ����ȴ���ʱ���ѣ�ͨ���Ѹ�������Բ�ǡ���ʱ�о�����Ӧ�г��ף�ʹ��λ����Բ���ֳܷ�����ڶ������̰���λ��������������ʱ��Ϊ�˱��ڶ������ĸ������ɲ���ͼ1dΪ���� ��λ���Ľṹ��ʽ��Ϊ���ڹ�������װ�룬��λ����ͷ��Ӧ��150���ǡ�
��λ���Ĺ�������ֱ���ɰ�g5��g6��f6��f7���죬��λ����о������Ͽ���H7/r6��H7/n6,������о���ѡ�ù������H7/n6,���ھ��붨λ��Ϊ��϶���H7/h6��H7/h5.
2�� Բ������
ͼ2Ϊ����Բ������Ľṹ��ʽ��ͼ2a Ϊ��϶������ᡣ�䶨λ����ֱ����h6��g6��f7���죬װж�������㣬��������ҵ���䲻�ߡ�Ϊ�˼�������ϼ�϶����ɵĹ�������һ��װ���мӹ�������
ʹ�ÿ��ڵ�Ȧ��ʵ�ֿ���װж���������ڵ�Ȧ������Ӧ����ƽ�С�¼�����ڿ�����洹ֱ�����ϴ�ʱ��Ӧ���������Ȧ��
ͼ2bΪ��ӯ������ᣬ�ɵ����ܷ�1����������2����������3��ɡ������ֵܷ�������ʹ����Ѹ�ٶ�ȷ���������ᣬ��ֱ��d3��e8���죬d3�Ļ�����ʿ���ڹ�������С���ߴ磬�䳤��ԼΪ������λ�׳��ȵ�һ�롣�������ֵ�ֱ����r6���죬������ߴ���ڿ�����ߴ硣��������λ�ij�����ֱ��֮��L/d��1ʱ,���Ṥ�����ֵ�ֱ��d1=d2.�����ȱ�L/d��1ʱ������Ĺ�������Ӧ�Դ��ȣ���ʱd1��r6���죬������ߴ���ڿ�����ߴ磻d2��h6���죬������ߴ���ڿ���С���ߴ硣�������ߵİ����ǹ�������������ʱ�˵��õġ������������������ȷ����������н�װ�ã���װж�������㣬�����˹�����λ�ף��̴˶����ڶ��ľ���Ҫ��ߵľ��ӹ���
ͼ2c�ǻ������ᣬ���ڼӹ��Ի��I��λ�Ĺ�������������λ�ij�����L/d��1ʱ���������ֿ��Դ��ȡ�������ʱ��Ӧ���ݹ����� û��λ��ʽ��ȷ����λ����Ľṹ������Ͽɲο������������ᡣ