

ϳ���о���Ҫ���ڼӹ�ƽ�桢���ۼ����ֳ��ͱ��档����Ҫ�ɶԵ�װ�ã��Ե��������ߣ�����λԪ�����н���������λ���ͼо�����ɡ�
��һ�� ϳ���оߵ�ʵ��
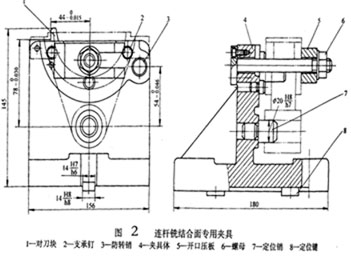
��1�� ����ϳ������ר�üоߣ���ͼ2��ʾ�������Ե��漰��20H8��������֧�ж�2����λ��7�϶�λ����ת��3���ƹ���ת����š����ĸ6��ͨ������ѹ��5�н�������
��2�� Բ�ܽ���ϳ���оߣ���ͼ3��ʾ���üо�����ʽϳ��������ϳ���������������档������Բ�ס����漰�����ڶ�λ��2�͵���4�϶�λ����Һѹ��6��������1ͨ�����ڵ�Ȧ3�������н����о���ͬʱװ��12������������̨�ɵ綯��ͨ���ϸ����ֻ���������ת��AB��������������CD��������װж��������
������ ϳ��ר�üоߵ�����ص��Ҫ��
1�� ����ϳ�����̲����������������ײ���ϳ����ϳ���ļӹ�����һ��Ƚϴ�ϳ����Ҳ�ϴ��ҷ����DZ仯�ģ�������ʱҪע�⣬�о�Ҫ���㹻�ĸնȺ�ǿ�ȣ��ڼо�Ҫ���㹻�ļн������н�װ��������Ҫ�ã��ۼн���Ӧ�����ڹ����նȽϴ�IJ�λ�ϣ����������ʩ������Ҫǡ�����ܼоߵ�����Ӧ�����ͣ��߶������֮�Ȳ�Ӧ����1-2.5����Ҫ���㹻����м�ռ䡣��м����ȴҺ��˳���ų�����Ҫʱ�������м�ס�
2�� Ϊ�˵�����ȷ���о�����ڻ�����λ�ü���������ڵ��ߵ�λ�ã�ϳ���о�Ӧ���ö�λ���ͶԵ�װ�á�
��λ����װ�ڼоߵ����������У�һ����������������ԽԶ������Խ�ã���ͼ2������λ����������ȷ���о��ڻ����ϵ�λ�ã������Գ�������Ť�أ�������˨�ĸ��ɣ����Ӽоߵ��ȶ�������ˣ�ϳƽ��о���ʱҲװ��λ��������ϳ���о�ʹ�ö�λ���⣬�괲���۴�����ר�üо�Ҳ��ʹ�á�
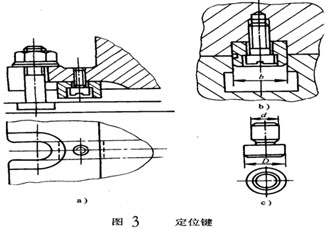
��λ���о��κ�Բ�����֣�Բ�ζ�λ������ͼ4C��ʾ������ó�ӹ��������ĥ�𣬹��õò��ࡣ���ζ�λ�������ֽṹ��ʽ��һ���ڼ��IJ��濪�й��ۻ�̨����ͼ4b�����Ѽ���Ϊ�ϡ��������֣����ϲ���H7/h6��о�������ϵIJۻ�̨�����²����Ŷ��մ�����̨�ϵ�T�β���ϡ�����̨T�β۵Ĺ���ΪH8��H7���ʳߴ�b��h8��h6���죬�Լ�����ϼ�϶����߶��ȡ���һ�ּ�Ϊ���Σ�ͼ4)���������ֳߴ���ͬ���������ڶ���M����Ҫ�ߵļоߡ�
����ϳ�ٴ��оߣ�����̶��ڻ����Ϻ���Ҫͨ���Ե�װ����ȷ����������ڼо߶�λԪ����λ�ã���ͼ2�����Ե�װ�õĽṹ��ʽȡ���ڹ����ӹ��������״��ͼ5Ϊ���ֳ����ĶԵ�װ�á�ͼa����ϳƽ�棻ͼb����ϳ�ۣ�ͼc��d����ϳ�������档
�Ե�ʱ���ڵ�����Ե���֮��һ���ߣ��������Ե���ֱ�ӽӴ������л���ɶԵ������ĥ��������ƽ���ߺ�Բ�����������֣����Ȼ�ֱ��һ��Ϊ3-5mm������h6���Ե��������߾��ѱ������ɲ�GB/T2240-91��GB/T2244-91.ʹ�öԵ���ʱ���о���ͼ��Ӧ�������ijߴ缰�Ե��鹤�������붨λԪ��֮��λ�á��Ե�װ��Ӧ����ڱ��ڶԵ���λ�ã���Ӧ�ڹ���������һ�ˡ�
