安装
在同一工序中,工件的工作位置可能只装夹一次,也可能要装夹几次同。所谓是指工件经一次装夹后所完成的那一部分工序。
工件在加工中,应尽量减少装夹次数,以减少装夹误差和装夹工件所花费时间。
工位
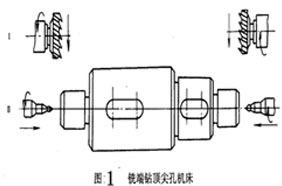
为了减少工件装夹次数,常采用各种回转工作台、回转夹具或移动夹具,使工件在一次装夹中,先后处于几个不同的位置进行加工。工件相对于机床或刀具每占据一个加工位置所完成的那部分工艺过程,称为工位。工件装夹后,先在工Ⅰ铣端面,然后移动到工位Ⅱ钻顶尖孔,如图1所示。

工步
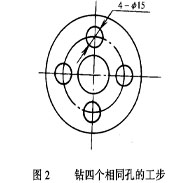
在一道工序中,可能要加工几个不同表面,也可能用几把不同刀具进行加工,还有可能用几咱不同切削用量分几次进行加工。为了描述这个过程,工序上面又可细分工步。工步是指加表面、加工工具和切削用量(不包括背吃刀量)都不变的情况下,所完成的那一部分工序内容。一般情况下,上艺术品三个要素任意改变一个,就认为是不同工步了。但下述两种情况可以作为一种例外。第一种情况,对那些连续进行的若干个相同的工步 ,可看作一个工步。
如图2所示零件,连续钻四φ15mm的孔,可看作一个工步钻4孔φ15mm,以简化工艺文件,另一种情况,有时为了提高生产率,用向把不同刀具,同时加工几个不同表面,如图3,也可看作一个工步,称为复合工步。
走刀
在一个工步内,如是加表面需切去的金属层很厚,需要分几次切削,每时行一切削称为一次走刀。
