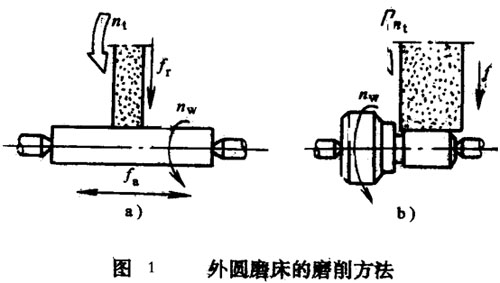
用中心磨床磨削外圆柱面时,基本的磨削方法有两种:纵磨法和切入磨法。见图1。
纵磨法 图1a是使工作台作纵向往复运动进行磨削的方法,表面成形运动:砂轮子旋转运动nw、工件纵向进给运动fa、工件旋转作圆击进给运动fr.。纵磨法适用于磨削长度与砂轮宽度之比大于3的工件。
切入磨法 图1b是用宽砂轮进行横向切入磨削的方法,此时工件被加工表面长度应小于砂轮宽度 。其表面成形运动是成形一相切法,只需要两个表面成形运动:砂轮的旋转运动nw和工件的旋转运动fr.。
顶尖孔的作用及修研
轴类零配件通常是以顶尖孔作为定位基准。但是,顶尖孔的学度以及两端顶尖孔的同轴度,将直接影响的磨削质量。
顶尖孔对加工质量的影响
(1)、顶尖孔深度 顶尖孔深度不上,将影响零件在机床上定位轴向位置,对于批量生当适当控制深浅一致。
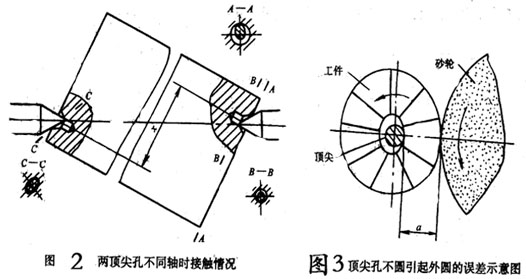
(2)两端顶类孔的同轴度误差 两端顶尖孔没轴,造成顶尖与顶尖孔接触不良的情况,加工时出现圆度及位置误差。图2所示两端顶尖孔因两端不同轴形成接触不良的情况。
(3)s顶尖孔的圆度 顶尖孔不加将直接反映出工件磨后的误差。图3所示,顶尖孔不贺,磨削时因磨削力将工件推向一方,而砂轮与顶尖保持不变的跑离a,因此,工件外圆形状取决于枯尖孔的形状,顶尖孔圆度误差直接反映到工件外圆上。