由以上分析可知,要提高外圆加工质量,修研顶尖孔是主要手段之一,此外在工件加工过程中,顶尖孔还会磨损、拉毛,而工件在热处理后的氧化变形也需要在精磨外圆之前对顶尖孔时行一次修研。修研顶尖孔可以在车床、钻床或转用顶尖孔磨床上进行。修研方法有以下几种:
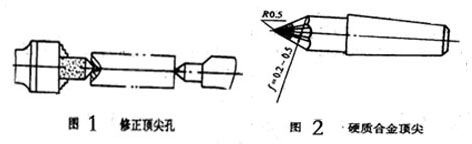
用油石或橡胶砂轮修研 先将圆柱形状的油石或橡胶砂轮夹在车床卡盘上,用装在刀架上的金刚石毛将它前端修整 成顶尖形状。然后把工件顶在油石和车床后顶尖之间。如图1所示,修研时先加入少量润滑油,然后开动车床使油石转动,进行修研,手持工件断续缓缓转动。由于顶尖孔尺寸较小,因此车床转速可有采用高转速。该方法研磨顶尖孔的质量和效率均好,是目前比较常用的方法,在精密轴件加工中应用较多。但由于油石或橡胶砂轮易磨损,且需不断地修正油石锥体,油石与橡胶砂轮消耗量大,不适合大批量生产
用铸铁顶尖修研 此法与上面所述基本相似,不同之处是以铸铁顶尖代替油石顶尖,且顶尖转速略低,研磨时使用研磨刘。还可将铸铁顶尖装入磨床头架锥孔内磨削顶尖锥度,再研磨工件顶尖孔,以提高顶尖孔精度。实践证明,经过磨床上修研顶尖孔的零件,瑞在该磨床上加工,工件圆度、 度可以减速小到0.001-0.002mm。
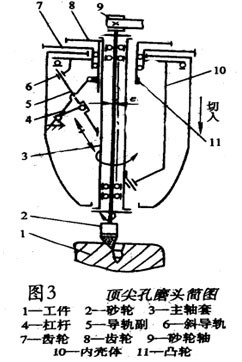
用硬质合金顶尖修研顶尖孔图2所示为修研顶尖孔的硬质合金顶尖,其结构特点是在60度圆锥此刃带具有微量切削作用,对顶尖孔几何形状有修正和挤光作用。这种方法生产率高,但质量稍差,多用地普通轴顶尖孔修研,或作为精密轴顶尖孔的精研。
用顶尖孔磨床磨削顶尖孔,如力3所示的顶尖孔磨床,为立式磨床,下面有顶尖拨盘可以带动工件转动,工件上端支承在由两小圆柱组成的V形体上,与工件圆柱或圆锥面成线接触。磨头有三个运动:1主切削运动,由砂轮轴9带动砂轮高带旋转;2行星运动,齿轮7带动砂轮轴9作以e为贪偏心量的行星运动;3往复运动,齿轮7与内壳体10及斜导轨6成为一体,由径向及推力轴承支承作回转运动,齿轮8带动凸轮子11 转动,并推动杠杆4,带动斜导轨副5沿斜导轨作30度往复滑动,,克用因砂轮各点线速度不同造成的误差。该机床加工精度为圆度0.8ium,,表面粗糙度值为Ra0.32.