1.数控立式车床
数控立式车床的类型有单柱横梁固定式、单柱横梁升降式和双柱固定横梁升降式。最大车削直径D=400~800mm为数控卡盘立式车床;D=800~1250mm为数控工作台立式车床,D>12500mm多为数控组和型立式车床。
数控立式卡盘车床有立柱,Z轴在内侧,X轴在外侧。对应主轴有刀架。卡盘承载量大,用于加工质量较大的盘类零件。双轴数控卡盘立式车床是一种变型机床,相当于由两台数控卡盘立式车床组合到一起,还可组成3主轴、4主轴等数控卡盘立式车床。双主轴可分别加工一种工件的正反两面,完成全部工序,或两主轴分别加工两个工件,还可以组成对称布局形式,可有顶尖变型形式,立柱可有副导轨,各主轴为4轴控制。
单柱固定型数控立式车床的双轴或多轴共用一个刀架。双柱数控立式车床有的由固定横梁、双立柱、活动横梁和底座等组成框架接结构,在活动横梁上主轴箱滑枕可左右移动,刀具主轴可上下移动,底座上没有回转工作台。立柱还可有侧刀架上下、左右移动。
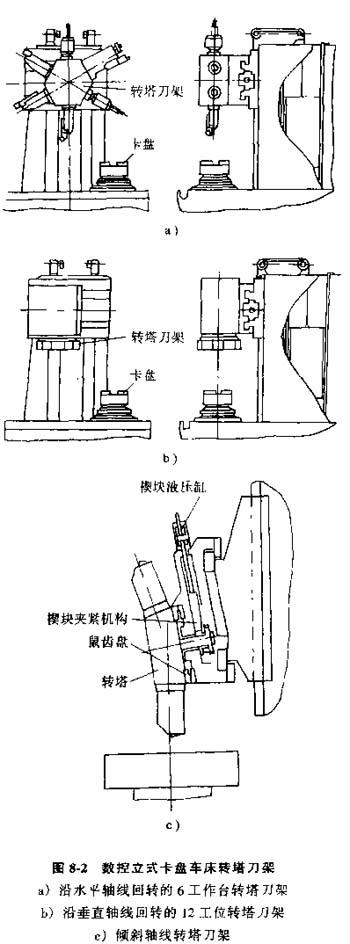
数控立式车床导轨可采用滑动一滚动复合导轨,保证位移精度,灵敏性和抗振性,有些数控立式车床没有到库,根据程序可自动换刀,工作台上花盘有放射分布的T形槽,有多种夹块用于夹持工件,转塔刀架的回转轴以水面轴线回转为主,多为6工位(图8-2a)可避免工件与刀具的干涉,另一种回转轴以垂直轴线,可使刀架工位数增多至12工位(图8-2b)。刀架的夹紧、转位方式多采用伺服电动机驱动,液压夹紧(图8-2c)。
数控立式卡盘车床工作精度,圆度在试件固定端检验,精车外圆圆度为0.007mm,圆柱度为0.012mm。精车端面的平面度为0.007mm,在150mm测量长度上为0.012mm。精车螺纹的螺距累积误差,任意60mm测量长度上为0.02mm,试件尺寸分散直径允差0.035mm,长度允差为0.052mm。