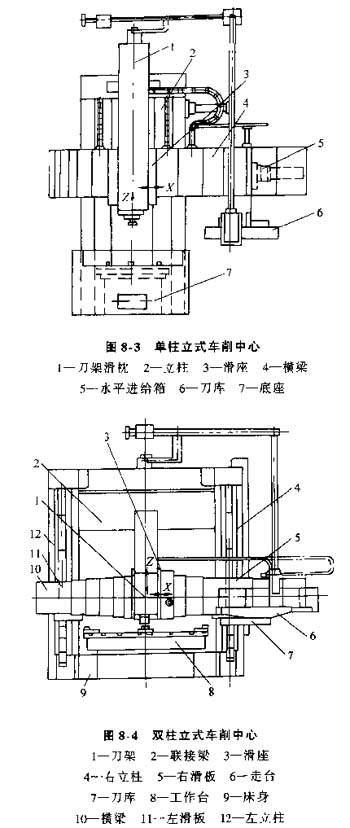
立式车削中心是以数控立式车床为主机,配置自动换刀系统,可实现车、铣、镗多工序集中加工的机床。具有自动对刀,刀具磨损自动补偿、工件尺寸自动检测等功能。单柱立式车削中心为单柱固定型(包括单柱横梁固定式和单柱横梁升降式两种),通常带有一个垂直刀架,一个12把刀的盘式刀库的自动换刀装置,还可根据用户需要扩大附件范围,单柱立式车削中心见图8-3,它的最大车削直径(mm)×最大车削高度(mm)为;1250×1000,1600×1600,2000×1600,2500×200,3150×2000。
双柱立式车削中心是在双柱数控立式车床基础上,增设一套自动换刀装置,在横梁的一端设置一个刀库,自动换刀时,刀架返回刀库换刀位置,滑枕下移至刀库取刀点,利用机械手将其用过的刀具送回刀库,同时从刀库中取出下一工序所需刀具。进入到下一个加工循环。图8-4所示为双柱立式车削中心,它的最大车削直径(mm)×最大车削高大(mm);3150×2000(2500),4000×2000(3150),5000×3150(4000),6300×4000(5000),8000×4000(5000)。
双柱立式车削中心的刀架和滑枕移动导轨采用滚动与滑动组合导轨,导向移动用滚动导轨,保持位移精度稳定可靠,;承受主切削力方向用滑动导轨,保持在断续切削时的平稳性,刀架运动X、Z为联动的数控坐标轴,刀架(X轴)和滑枕(Z轴)移动用直流伺服电动机通过一对减速齿轮经滚珠丝杠副传动。进给系统有每分钟进给量和工作台每转进给量两种,可自动转换。
双柱立式车削中心的横梁升降使用交流电动机通过中间传动箱带动两立柱上的两个齿轮箱,驱动一对丝杠旋转使横梁升降。立柱横梁导轨采用合金钢淬火精密制成。刀架在横梁上移动时,以辅助梁(图中未表示)来承受刀架重力,使横梁导向导轨不因刀架重力产生变形,提高刀架在横梁上的位移精度。为保证横梁在立柱上移动后的垂直定位精度,当横梁未夹紧之前,横梁的一侧液压缸总是褪着横梁贴在右立柱同一侧导轨的导轨面上