设计自动装配系统时主要考虑以下几个方面:
(1)主要运动,如运动系统的驱动,移置机构的水平和垂直运动,检测装置的行程等,主要运动可以通过分配轴驱动的凸轮杠杆机构或气动、液压传动。
(2)辅助运动,如装配件夹持,夹具运动,装配件定向、分离,控制动作等。辅助运动可以由凸轮、杠杆等机械装置或电磁铁等电动装置,以及气动装置实现。
(3)信号处理,如确认装配件的位置及放位是否正确,操作是否完成等。当检测到错误时需要进行处理。如重复动作。对废品跟踪记忆并终端剔除等。
1. 典型自动装配系统的布置
(1)单工位装配机,单工位装配机可以看作各种装配机、装配线的基础。单工位装配机较适合在基础件上的上方定位 进行装配作业。基础件布置好后,另外1~2个零件的送料和装配都在同一工位上完成。
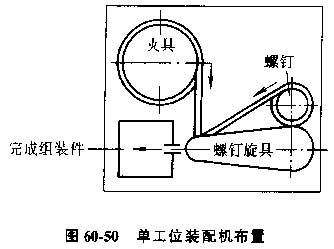
1)刚性单工位装配机,机电工程中典型的单工位自动装配机是螺钉自动拧入机。图60-50为单工位螺钉拧入装配机的布置图,由震动料斗,螺钉自动拧入装置等组成。
2) 柔性单工位装配机。在柔性装配系统中,基本设备如装配机器人、控制器、工作台及安全设备等防只是系统总投资的一小部分。外围设备如输送元件,装配夹具、传送系统、抓取系统等费用占大部分。
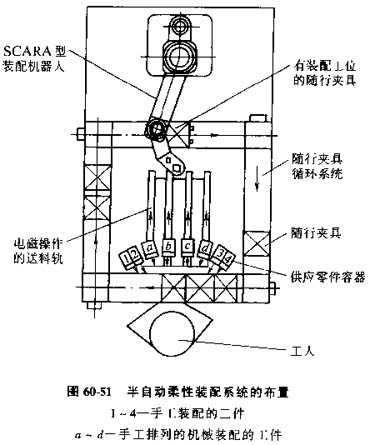
图60-51所示为一台半自动柔性装配的机布置图,使用一个SCARA型机器人,有一个机器入装配工位及手工工位,在机器人工位与手工工位之间有一个工件运载系统。1~4等4个零件由手工装配。多次出现的a~d等4个零件由同一工人手工按一定次序放入电磁送料轨道中,进而逐个被机器人抓取并自动进行装配。
包含8种不同零件组成的产品由程序控制,按不同的排列装配。装配机器人的随行夹具系统和电磁操纵的送料轨道的运力机构都是标准装置,可以用于其他产品。由此可适应柔性装配。
进一步提高柔性的方法致意是将装配基础件安装在可数控换位的工作台板上,通过转换装配基础件的放位,依次在基础件的不同表面上进行装配。