(1)多工位装配机,工位的数量一方面取决于装配作业的数量,如上料、装配、加工、实验、调整、堆放等等,另一方面与各工位作业工序的集中或分散有关。装配机的工位数量基本上决定了设备的利用率和效率,装配机的设计又常常受到装配机传送装置的具体设计要求制约。
1)上料工位,自动装配机的总利用率主要取决于上料工位的工作效率和可靠程度。
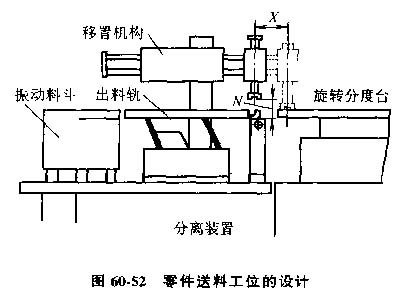
图60-52为典型的装配件送料工位设计,包括:
A.振动料斗,用于装配件的进料和定位。
B.电磁输出过道,用于储存已排列好的装配件并将其输送至分离工位。
C.分离装置用于将工件从排列中分开并送至抓取位置。
D.定位装置,用于对分离后的装配件通过移置机构将其防止在装配机传诵装置的夹具中。
经验表明,经常出现的故障大部分在从振动料斗到送出轨道的传送过程中。出现故障的主要原因不在于振动料斗的质量,而主要是由于零件质量不合格及清洁度不够。为保证在振动料斗内及在到达出料轨道的传诵过程中出现的故障不用项装配机的正常工作,出料轨道应具有一定长度以形成缓冲环节。缓冲能力一般应保证对发生的故障有适当的维修时间裕度,并使出料轨道不至于出现空、运转。一般取工作2min的储备量就够用了。
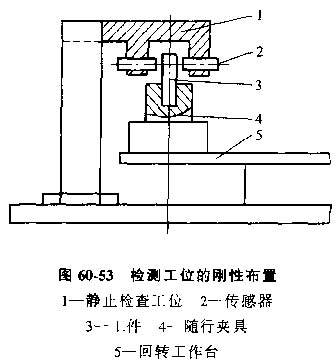
2)检测工位,检测工位布置在各种作业工位之后,用以避免自动化装配作业动作失误对装配质量造成不良影响。
检测工位通常可按两个原则设计:
A.根据带测件的位置、高度等参数,设置固定的检测机构。
B,设置移动的检测头,在移动中完成检测。图60-53表示一个固定的检测机构。带检件进入检测工位,即通过光县屏障作检测。