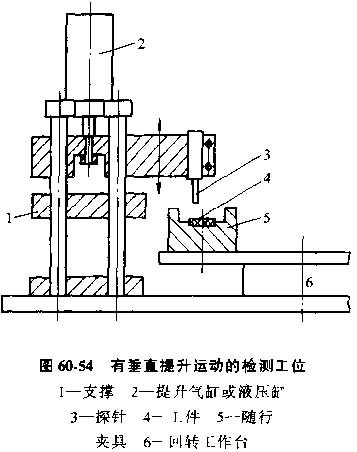
A, 图60-54为检测头移动检测,由于工作头的位置较低,需要检测头作垂直移动以完成检测。
1)作业工位。基本的配合,联接等装配作业可相对固定,成熟的工艺方案进行。同一工位的作业工序数目一般先按工序分散的原则安排。对每个工序确定其工作图及其他执行机构的形式及循环时间。然后考虑工序集中的可能性,研究哪些工序可以在同一工位完成,工序过于集中可能导致设备过于复杂,工位数量太多则会影响刚性自动装配系统的效率。
作业工位数目尽量符合规格化传送机构。当需要考虑系统的柔性时,可以留若干个空的作业工位,供产品更新换代时添加相应的工作机构。
(1)组合装配线,组合装配线是由多台装配机组合完成或部件的装配的。装配机的组合方式可以分为刚性的或松散的。
刚性组合是直接将装配件或随行夹具由一台装配机送到另一台装配机,一般不采用刚性组合方式。
松散组合在装配机之间需要进行输送系统间的相互联接,输送系统在装配机间起到缓冲作用。具有一定的灵活性。当一台装配机停机时,其他装配机还可能工作一段时间。装配线上的停工可以分为短期停工和长期停工两辆,造成短期停下的故障一般能在1min工作得到消除。故杂缓冲区内应保持2min工作容量,使能维持整个自动装配线在某一台装配机短期停工后的正常工作。
组合装配线中,输送装配件时的原则是保持装配件的排列状态。当装配件本身的集合特征不足以保证排列状态时,需要采用随行夹具,用以固定安装配件,保持排列状态。
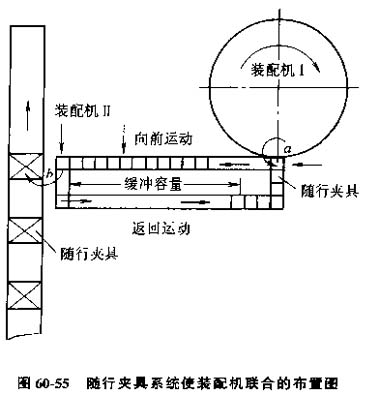
图60-55所示为一台回转式装配机与仪态直进式装配机的组合布置。回转装配机I上已装配的组件先送到a位置的随行夹具上。由气动装置将组件从a位置腿到输送机输送带上送到b位置。传诵带的长度决定缓冲区的容量。直进式装配机Ⅱ上的处理装置将组件从b位置放到装配机Ⅱ的随行夹具中、气动装置将空随行夹具推倒输送系统的返回输送带上,回到a位置。
输送系统的设计根据循环时间、装配件尺寸。需要的缓冲容量或消除短期停工故障所需的时间来确定。设循环时间为t,缓冲容量为T,装配件或所需夹具的长度为L,
则输送机输送带的长度

。
若装配件尺寸较大,输送机输送带的长度不组以满足要求的缓冲容量,可以采用多层缓冲器。或使用可重叠的随行夹具。