(1)自动装配线与手工装配线的组合,在自动装配线中常常需要加入一些手工作业,较多的应用是定向及上下料放面,也有一定的装配作业。
1)自动工位的前置处理。对循环时间短于5s的装配线,手工排列及手工工料等人工作业很难满足此工作节拍,需要在自动工位前安装适当的装置。
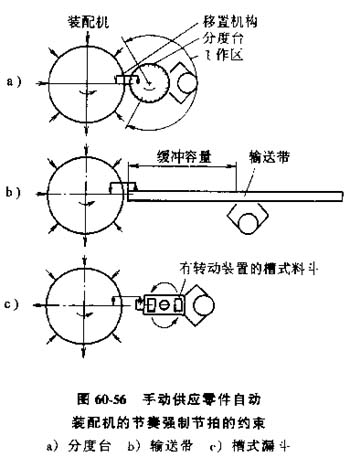
、图60-56所示为三种前置处理设计方案。图60-56a为在一台回转装配机前面的手动工位处,连接一台位置数量较大的第二分度台。操作者将戴处理件手工放置到第二度台的夹具内,然后装配机的移置机构将此零件放入装配机的夹具内。第二分度台内排列着若干料斗,脚大量的岁星夹具在手工放置零件与自动移置零件之间形成了一定的缓冲效应。
图60-56b为通过较长的输送带构成缓冲区,要求经手工处理的零件在由手工放置零件的自动移置零件之间的输送过程中,不会改变零件已排列好的位置。
图60-56c为将堆积的零件手工排列在槽式料斗内,在一台回转装置中排列两个槽式料斗。如果第一台料斗中的零件全部移置完毕,则启动回转装置将第二满载的料斗移置机构的工作位置。
2)手工装配作业工位,对一些自动装配很困难或很不经济的装配作业,需要在装配机外进行手工装配,手工装配作业工位一般应安排在接合各装配机的输送系统上。当一个手工装配工位不能满足生产节拍时,一般采用并列手工工位的方法。