(1) 机械加工工艺规程几其种类,规定产品或零件的制造过程和操作方法等的工艺文件,称为工艺规程。生产声用来说明工艺规程的工艺文件主要有机械加工(或装配)工艺过程卡片和机械加工(或装备)工序卡片,对于自动和半自动机床上完成的工序,还要有机床调整卡片;对于检验工序,还要有检验工序卡片。
1)机械加工(或装配)工艺过程卡,以工序为单位简要说明产品、部件的加工(或装配)过程的一种工艺文件。
2)机械加工(或装配)工序卡,在工艺过程卡的基础上,按每道工序所编制的一种工艺文件,一般具有工艺简图,并详细说明该工序的每个工步的加工(或装配)内容,工艺参数、操作要求以及所用设备和工艺装备等。
在单件小批生产中,通常只用比较简单的机械加工(或装配)工艺过程卡,对于大
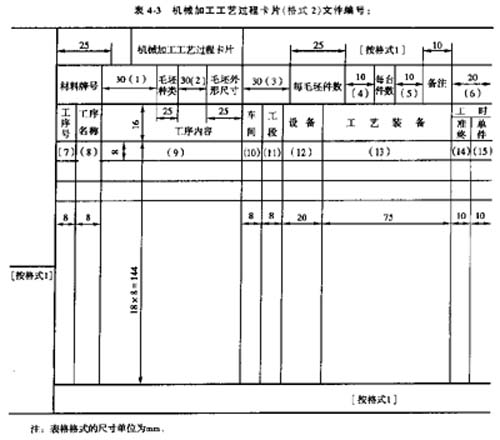
批大量生产,除了有较细的工艺过程卡外,还要编制机械加工(或装配)工序卡。目前,生产中用来说明工艺规程的几钟工艺文件,其需包含的内容和具体格式已经标准化(见JB/Z187・3―82)。表4-3~表4-6摘录了机械加工工艺过程卡片和机械加工工序卡片的填写格式和填写内容。
表4-4 机械加工工艺过程卡片的填写
|
空格号 |
填写内容 |
空格号 |
填写内容 |
|
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9) |
材料牌号按设计图样要求填写
毛坯种类填写铸件、锻件、钢条、板钢等
进入加工前的毛坯外形尺寸
每毛坯可加工同一零件的数量
每台件数按设计图样要求填写
备注可根据需要填写
工序号
各工序名称
各工序个工步、加工内容和主要技术要求 |
(10)、(11)
(12)
(13) |
工序中的外协工序也要填写,但只写工序名称和主要技术要求,如热处理的硬度和变形要求,电镀层的厚度等。设计图样标有配做配钻时,应在配做前的最后工序另起一行注明,如:XX孔与XX件装配时配钻,XX部位与XX件装配后加工等。
分别填写加工车间和工段的代号或简称,填写设备的型号或名称,必要时还填写设备编号。
填写编号(专用的)或规格、精度、名称(标准的) |
表4-6 机械加工工序卡片的填写
|
空格号 |
填写内容 |
|
(1)
(2)~(8)
(9)~(11)
(12)
(13)、(14)
(15)
(18)
(19)
(20)
(21)~(25) |
执行该工序的车间名称或代号
按表4-3中的相应项目填写
填写该工序所用设备的型号,名称,必要时填写设备编号
在机床上同时加工的件数
该工序需使用的各种夹具名称和编号
机床所用切削液的名称和牌号
工步号
各工步名称、加工内容和主要技术要求
各工步所需用的辅模具、刀量、量具,专用的填编号,标准的天规格、精度、名称。
加工规范,一般工序可不填,重要工序可根据需要填写 |
(2)机械加工工艺规程的作用及制订原则正确的机械加工工艺规程是总结长期的生产实践和科学实验的基础上,依据科学理论和必要的工艺实验而制订的,并通过生产实践不断得到改进和完善。因此,机械加工工艺规程是进行生产准备、计划调度和组织车间生产的主要技术文件,也是新建、扩建工厂、车间的主要依据。
制订机械加工工艺规程的原则是:在一定的生产条件下,以最少的劳动消耗和最低的费用,按计划规定的进度,可靠地加工出符合图样上所提出的各项技术要求的零件。
(3)机械加工工艺规程的设计步骤
1) 分析被加工零件的工艺性。
2) 根据零件的生产纲领决定生产类型。
3) 选择毛坯的种类和制造方法。
4) 拟订工艺过程。
5) 工序设计。
6) 编制工艺文件。

