分析加工零件的工艺性
(1)了解、分析产品的装配图和零件图,熟悉产品的用途、性能及工作条件,明确被加工零件在产品中的位置与作用,进而了解零件上各项技术要求制订的依据及合理性;找出主要技术要求和加工关键,研究零件在加工过程中可能产生的变形及需要采取的工艺措施;对图样的完整性、技术要求的合理性提出意见。
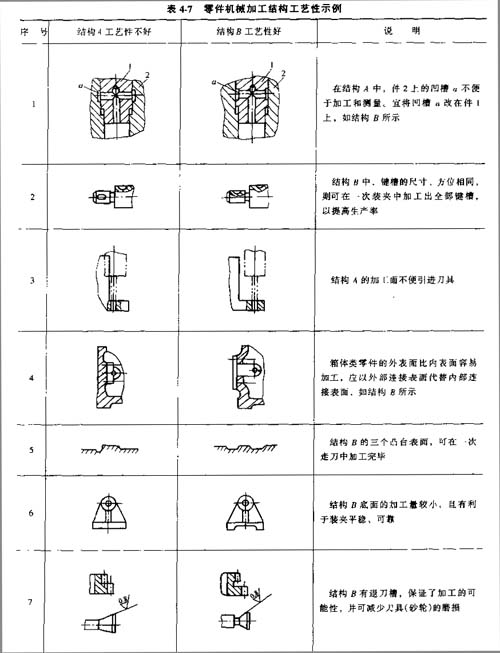
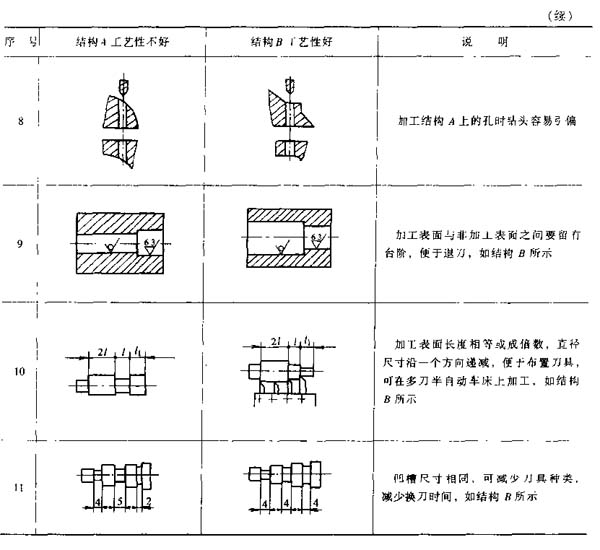
(2) 审查零件的结构工艺性是指所设计的零件在能满足使用要求的前提下,制造的可行性和经济性,不同生产规模或具有不同生产条件的工厂,对零件结构工艺性的要求是不同的。零件的制造,包括毛坯生产、切削加工、热处理等身产阶段,最后还要装配成机器。结构设计时,必须全面考虑,使零件在各个生产阶段都具有良好的结构工艺性,目前,对零件结构工艺性好坏的评判主要采用定性的方式进行。为了改善零件机械加工的工艺性,在结构设计时应注意以下几个方面:
1) 加工时应便于进刀、退刀。
2)减小加工表面数,减小加工表面面积,尽量避免内表面加工。
3)便于工件装夹,件少装夹次数,有利于增强刀具和工件的刚度;有相互位置精度要求的各表面,应尽可能在一次装夹中加工完成。
4)减少刀具的调整与走刀次数。
5)采用标准刀具和通用量具,减少刀具和量具种类。
表4-7 列举了零件机械加工结构工艺性对比的一些典型实例,可供分析零件结构的加工工艺性时参考。