从工作原理上讲,CAPP系统可分为派生式和创成式两种基本类型。
1.派生式CAPP系统是以成组技术为基础,以检索为主要特征的系统。其工作原理可用图5-7来说明。首先按零件间的结构和工艺方面的相似性,将零件分类成组,建立相似零件族或加工族,并给每一个零件族制定一个能加工族中全部零件的优化工艺方案,称为零件族的标准工艺规程。这个标准工艺规程以文件形式储存在计算机机
中。如果零件族是按零件的分类编码系统建立的,则在计算机中还储存有按分类编码系统建立起来的零件族分类特征矩阵。
当需要给零件编制工艺规程时,首先按所用的分类编码系统对零件进行编码并输入计算机、计算机根据输入的零件代码搜索零件族特征矩阵,确定该零件属于那个零件族,并检索出该零件族的标准工艺规程文件和工序文件,然后根据零件的具体结构、工艺特征和加工要求,对检索出的标准工艺进行修改和编辑,便可得到该零件的工艺规程。
派生式CAPP系统结构简单,开发周期短,投资少,容易在生产中取得实效。但这类系统的针对性强,不便于移植。在现有生产中成功使用的系统多数属于派声式CAPP系统。
2.创成式CAPP系统
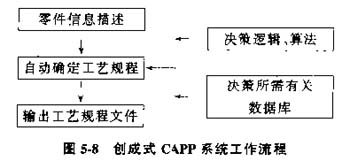
(1)基本原理。创成式CAPP系统的工作原理与派生式不同,在系统中没有事先设定的标准工艺规程。创成式CAPP系统中储存的是工艺人员设计工艺过程时所用的大量工艺数据及推理逻辑和决策方法。当输入一个新零件的有关信息后,系统可以模拟工艺人员,在没有人工干预的情况下,自动地生成零件的工艺过程。创成式CAPP系统的工作流程如图5-8所示。
由于工艺设计的复杂性,建立创成式CAPP系统的技术难度和工作量都很大,因此。这类系统的开发多数好处于研究阶段,在生产中实用的尚不多见。
在计算机辅助工艺过程设计中,若将派生和创成两种方法结合起来,即工艺路线设计用派生法而工序设计用创成法,就能开发出一种半创成式CAPP系统。这种系统既具派生式系统结构简单、实用的优点,又具有创成式系统灵活性大,易于适应生产技术的发展和生产环境变化的特长,是一种很有发展前途的CAPP模式。
(2)一般创成式CAPP系统的工艺决策,创成式CAPP系统的软件设计的核心内容是各种决策逻辑的表达与实现。决策树和决策表是一般创成式CAPP系统中进行工艺决策的最常用的两种方法。
1)决策树,图5-9表示了利用决策树选择加工方法的一个例子。图中E表示条件,可以是一个或一组条件,如E1表示表面是孔,E6表示位置精度>0.025mm;图中A表示根据树枝所列条件得出的决策行动。如A2表示精镗。
决策树很容易该写成程序流程框图。与图5-9所示决策树相对应的程序流程框图5-10。根据流程框图就不难编写出计算机程序。
用决策树建立CAPP系统方便、易行,其不是之处是难于扩展和修改。
2)决策表,决策表是描述事件之间逻辑依存关系的一种表格。
图5-9所示的决策树可用表5-9所示的决策表来表示。表中的双线将表划分为四个区域;左上区为条件说明区,列出各种可能的条件;右上区的每一列表达一条规则,凡填写“T”的地方表示满足所在行的条件,各种可能的组合条件作为各条规则的不同前提;左下区是决策说明区,列举了各种可能的决策行动;右下区表示各条规则采取的决策行动,如果填写“X”则表示该列规则将采纳“X”所在行的决策行动。
决策表可以先转换成决策树,在编写程序。
表5-9 加工方法选择决策表举例
|
孔 |
T |
T |
T |
T |
T |
|
|
|
直径 |
T |
T |
T |
T |
T |
|
|
|
槽 |
|
|
|
|
|
T |
|
|
内螺纹 |
|
|
|
|
|
|
T |
|
位置度<0.05mm |
T |
|
|
|
|
|
|
|
0.05mm<位置度<0.025mm |
|
T |
|
|
|
|
|
|
0.025mm<位置度 |
|
|
T |
T |
T |
|
|
|
直径公差<0.05mm |
|
|
T |
|
|
|
|
|
0.05mm<公差<0.25mm |
|
|
|
T |
|
|
|
|
0.25mm<公差 |
|
|
|
|
T |
|
|
|
坐标镗 |
X |
|
|
|
|
|
|
|
精镗 |
|
X |
X |
|
|
|
|
|
半精镗 |
|
|
|
X |
|
|
|
|
钻孔 |
|
|
|
|
X |
|
|
|
铣削 |
|
|
|
|
|
X |
|
|
钻孔功螺纹 |
|
|
|
|
|
|
X |
(3)基于专家系统的工艺决策方法。应用专家系统技术来进行工艺过程设计是CAPP的重要发镇方向,这是因为在工艺设计中含有大量的不确定因素,许多问题难以建立准确的数学模型和确定的算法,问题的解决往往以来于工艺设计人员的专门知识和工作经验。
一般创成式CAPP系统在结构上主要由两大部分组成,即零件信息输入模块和工艺规程生成磨块。其中工艺规程生成模块是CAPP系统的核心,它包括有工艺决策知识和决策方法,当输入零件信息后,系统经过一系列的判断,然后调用相应的子程序声成工艺规程。当使用环境有变化,就必须修改系统程序。这不符合商品化的原则。
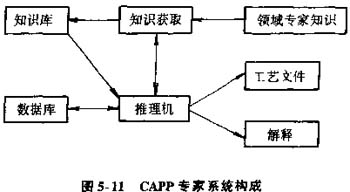
CAPP专家系统主要由零件信息输入模块、推理机与知识库三部分分组成(见图5-11)。工艺知识被存储在知识库中,而工艺知识可以从工艺学的论著及相关手册中获得,更主要的是向人类专家学习。常用的知识表示方法有框架表示法、产生式规则、语义网络及面象对象的方法等。数据库中储存有机床、刀具、夹具、量具、材料等生产资源数据及加工余量、切削参数等数据,也包括由用户输入的零件信息与所产生的工艺设计结果。推理机为系统的控制结构,它决定了在工艺设计过程中知识的调用方式和顺序。在CAPP专家系统中,推理机于知识库是相互独立的。因此其生成工艺规程的过程与一般创成式CAPP系统也很不相同;它根据输入的零件信息器乐频繁地访问知识库,并通过推理机中的控制策略,从知识库中搜索能够处理零件当前状态的规则,然后执行这条规则,并把每一次执行规则得到的结论部分按照先后顺序记录下来,直到零件加工到终结状态。这个记录就是零件加工所要求的工艺规程。
CAPP专家系统的突出优点是在不改变系统总体结构、推理机制和程序的情况下,只需改变知识库和数据库的内容就能适用于不同的生产环境。同时专家系统的工艺设计水平也能随着知识库,数据库内容的充实,更新而不断提高。