1. 直线装配尺寸链
(1)完全互换法。采用完全互换法时,装配尺寸链采用极值法公式计算,封闭环公差T
o与各组环公差T
i的关系满足

,其中n为组成环个数。完全互换法的尺寸链解算方法与工艺尺寸链完全一致,核心问题是将封闭环公差合理地分解给各组成环。
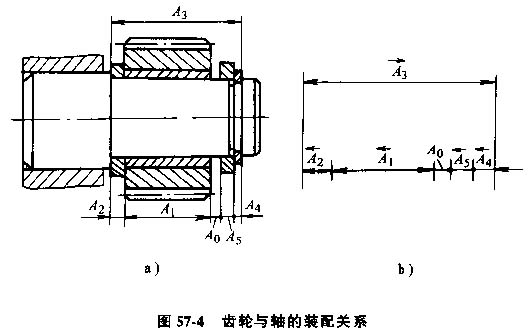
如图57-4所示的齿轮与轴的轴向装配关系简图,装配后要求保证齿轮与热圈之间的轴向间隙A
o为0.10~0.35mm。各组成环的公称尺寸为:A
t=30mm,A
2=5mm,A
3=43mm,A
4=

(标准件),A
s=5mm。
首先建立装配尺寸链方程,对词简单结构克制直接得到:
封闭环的公称尺寸为零,即

,先将各组成环的公称尺寸带入尺寸链方程验算,确认各组环公称尺寸的已定数值无误。
将封闭环公差分配给各组成环的结果不是唯一的,实用中一般是以平均公差为参考,再根据各组成环的基本尺寸大小、加工难易程度和测量方法等因素作适当调整。
由于该尺寸链中有一个标准件A4,其公差已经确定,分配公差时可以从封闭环公差中扣除标准件的公差,同时从组成环个数中扣除标准件的个数。各组成环的平均公差Tm(mm)为:
调整确定T1=0.06mm,T2=0.04mm,T3=0.07mm,Ts=0.03mm。
在确定各环的公差带位置时,一般对于属于外尺寸的组成环按基轴制,对于属于内尺寸的组成环按基孔制,孔中心距按对称分布决定其极限偏差。不过需要留一个组成环,其极限偏差确定后计算得到。该组成环称为协调环。此处A
s为垫圈,容易加工,且其他尺寸都便于用通用量具测量,故选A
s为协调环。由此确定除协调环外各环的极限偏差为:

最后计算确定协调环为:
(2)不完全互换法。采用不完全互换法时,装配尺寸链采用概率法公式计算。当各组成环尺寸服从正态分布时封闭环公差T
o与各组成环公差T
t的关系满足
。若各组成环尺寸不服从正态分布,则取封闭环公差T
o与各组成环公差T
t的关系满足
。K依具体分布而定,一般可以取K=1.2~1.6。
仍然以图57-4所以示的装配关系简图是基本尺寸,装配精度要求为例,设各组成环尺寸服从一个标准件A4的尺寸链,取各组成环的平均公差T(mm)为: