3)双头螺栓的装配,双头螺栓装配时要保证螺栓的轴线与机体上午表面垂直,螺栓螺纹与机体螺纹的配合有足够的紧固性。转中可用角尺检验螺栓与基体表面的垂直度,误差较大时不允许强行校正,螺纹的紧固端应采用具有足够过盈量的配合,或紧固端做成肩式以产生螺栓轴向预紧力,或利用最后几圈较浅的螺纹,以保证配合的紧固性,由于螺纹紧固端是紧固配合,故双头螺栓拧入基体时,必须用油润滑,以免拧入及以后拆卸时损伤螺纹。
拧紧双头螺栓需要给螺栓施加摩擦力,常用的方法为:双螺母拧紧法(图58-11a),将两个螺母相互锁紧在螺柱上,转动上面的螺母拧紧,长螺母拧紧法(图58-11b),在双头螺栓端部止动螺钉使长螺母与双头螺栓之间产生拉力,扳动长螺母拧动螺柱,专用工具法,(图58-11c),通过工具体的内腔曲线和空腔内的滚柱体夹紧或松开工件。
(4)自攻螺纹的装配,自攻螺纹是由螺栓或螺钉充任丝锥,挤压或切削基本材料,将螺栓或螺钉直接拧入无螺纹的光孔或未钻孔的基件。自攻螺纹所用的螺栓、螺钉材料的硬度必须膏腴基体材料,一般用45钢、渗碳钢或合金钢。
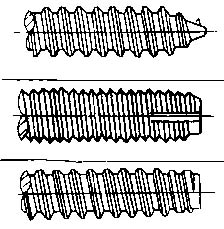
自攻螺栓的拧入端一般有如表58-20所示的三钟基本结构
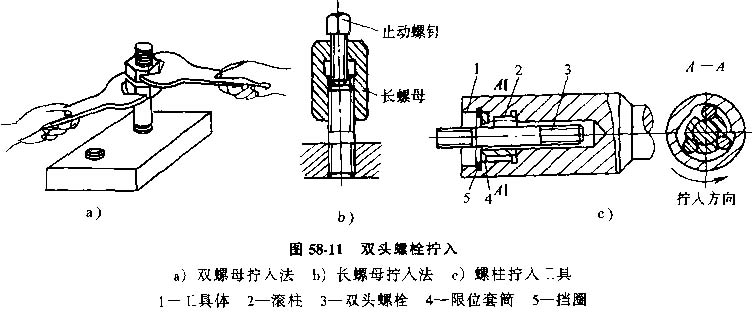
表58-20 自攻螺栓拧入端的结构特点
|
自攻螺栓拧入端结构 |
自攻原理 |
使用范围 |
|
|
挤压成形 |
轻金属薄板,胶合半、石棉制品等基体材料,可用于被连接件孔轴线有偏差的场合 |
|
挤压成形 |
薄板、非铁铸件、塑料、胶合板、石棉制品等体材料 |
|
切削成形 |
铝、锌、压铸件,薄钢板与型钢、铸铁、黄铜、塑料等基体材料 |