在下列场合中热胀法比压入法更适用:
1)承受重载荷的连接,用热胀法的连接强度比用装法的高一倍左右。
2)薄盘零件或薄壁套的连接,用压入法时易引起偏斜或破坏连接。
3)大配合直径的连接,因为过盈量随配合直径增大而增大,用压入法时要求的压入力很大,而相对过盈量,即用盈量与配合直径之比随配合直径增大而减小,用热胀法时要求的连接偶件温差减小。
热装时的主要要求为:
1)热装时的最小间隙应按表58-24的规定。
2)零件加热温度应考虑零件的材料、结合直径、过盈量和热装的最小间隙等因素,可按下式确定:
表58-24 最小热装间隙值
|
结合直径d |
~>3 |
>3~6 |
>6~10 |
>10~18 |
>18~30 |
>30~50 |
>50~80 |
|
最小间隙 |
0.003 |
0.006 |
0.010 |
0.018 |
0.030 |
0.050 |
0.059 |
|
结合直径d |
>80~120 |
>120~180 |
>180~250 |
>250~315 |
>315~400 |
>400~500 |
― |
|
最小间隙 |
0.069 |
0.079 |
0.090 |
0.101 |
0.111 |
0.123 |
― |
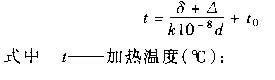
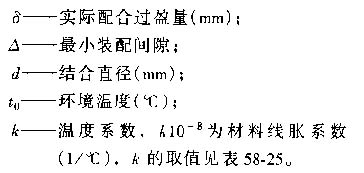
表58-25 K值表
|
材料 |
钢、铸钢 |
铸铁 |
可锻铸铁 |
铜 |
黄铜 |
铝合金 |
铝合金 |
锰合金 |
|
K值 |
加热 |
11 |
10 |
10 |
16 |
17 |
18 |
23 |
26 |
|
冷却 |
―8.5 |
―8.6 |
―8.0 |
―14.4 |
―14.2 |
―16.7 |
―18.6 |
―21 |
