在自动化制造系统中,伴随着制造过程的进行,贯穿着各种物料的流动,包括工件(有时与随行夹具一起)、刀具、切屑和切削液等物料的流动,其中工件的流动方式则是决定制造系统联线布局型式的主要因素。
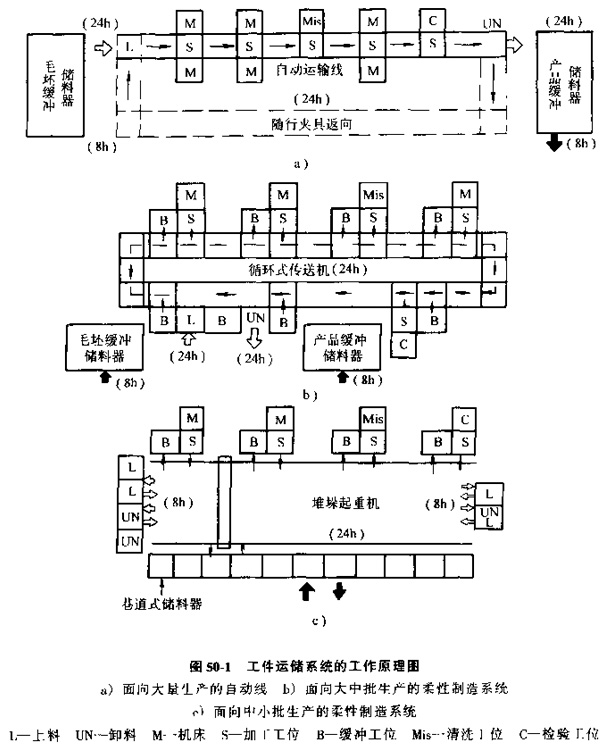
工件在制造系统中的流动是输送和存储两种功能的有机结合。运输和存储两种功能的合理配置是为了使整个制造系统的协调运行,避免因运行失调而造成生产率损失。图50-1所示的是几种类型自动化制造系统的物料储运系统的工作原理图。
图50-1a所示的是面向大批量生产的自动线工件自动运输系统,毛坯逐渐或成批从毛坯缓冲储料器中取出,在自动线前端上料共位上料并存储,输送装置以一定的生产节拍将工件从前一工位依次向后一工位运送,加工后的成品在自动线后端储存或卸下进入产品缓冲储存器,设立毛坯和产品缓冲储存器的木器是为了缓冲生产中供与求之间的矛盾,因为毛坯的 供应和产品的输出都是在白天8h内集中进行,而制造系统的生产是24h连续不断地进行,所以缓冲储存量至少应当为制造系统一天的生产量。为了使自动线的上料、卸料工作实现自动化,自动线前端应设置料仓(或料区)由工人定时集中上料;后端设置成品库,由工人定时将装满成品的成品库移开,并换上新库,为了使自动线的刚性联接具有柔性,往往还设置中间仓库。
图50-1b是面向大、中批量生产的柔性制造线的循环式传送系统。该系统可以同时加工多种工件,机床具有很大柔性,各机床生产节拍不同,为了使各台机床都能不停地工作,传送系统具有自动流动,自动存取功能。其工作原理是传诵系统内装有较多工件。并循环连续运动。当某台机床加工完毕后,工件(或随行夹具)自动送入传送系统,缓冲工位排队等待加工的工件自动送入加工工位,并从传送系统中选择另一适合该机床加工的工件输入缓冲工位,加工完了的成品进行装卸料工位进行换装,半成品则留在传送系统内,等待选择机床进行加工。这种输送系统具有工件的传送和储存两种功能。
图50-1c是面向中、小批量生产的柔性制造系统,它是以中央仓库存储生产中的各种物料,包括随行夹具、毛坯、半成品、成品和刀具等。
用堆垛起重机系统自动输送和 存取,将装卸工位和机床的物料交换与储料器相连。白天8h由工人做一天的准备工作,先将已加工的成品从储料器中取出,在卸料工位卸料。岁星夹具返回储料器储存。同时,根据当天的生产计划,从储料器中选取相应的托盘,在装料工位装料后,输入储料器储存。储料器与机床的联接是机床加工完后,缓冲工位存放的工件与加工工位自动交换。堆垛起重机将加工好的工件输入储料器,然后选样另一符合该机床加工的毛坯或半成品,输入缓冲工位等待加工。以上工作过程都是在计算机控制系统管理下自动进行的。因此,除装卸料生产准备工作由工人在8h内进行,其余时间可以无人化生产。
由此可见,工件运输系统是由仓库系统、装卸站、工件传送系统和机床工件交换装置等部分组成。