仓库机能与自动上下料
1. 仓库机能
制造系统内需要具备把系统内流动的物料暂时或一段时间内储存起来的机能,就是所谓的“仓库机能”仓库系统是物流系统的一个子系统。对生产中仓库机能的系统研究应包括设立仓库的目的和功能,仓库的储存形式和方法,物料的输入和输出以及仓库管理等。
在自动化制造系统中,要使仓库机能自动化,有时仓库机能还必须和物料输送能一起综合研究。如一些传送系统就具有输送和储存工件两种功能。但由于线内储存功能有限,所以还必须及时换装工件,这种输送线内的储存功能虽不能称为仓库,但在仓库系统的分析中应作为仓库机能加以考虑。
大多数情况下,仓库机能是以料仓(区),储料器、中央仓库、放料架以及毛坯地面堆放等储料装置和存放形式来构成。
自动线工件输送系统中,为了解决毛坯和成品的集中输入和输出、前端须有毛坯的存储机能。如设置料仓(区)或留有多个输送空位,后端须有成品储存机能,如设置成品仓,为了使自动线的联接具有柔性须设置中间储料库。
仓库系统由于存放工件的形状和尺寸不同,其结构千差万别,但都是由下列基本职能机构组合而成:
(1) 料斗、接受、储存成堆散乱的毛坯。
(2) 料仓、接受、储存已定向的毛坯。
(3) 定向取料结构,用来使料斗中散乱的毛坯按一定方向逐渐取出。
(4) 料道、靠自重将毛坯输出。
(5) 隔料器、把输出的毛坯与其余毛坯隔开使之单件输出。
(6) 搅料器、搅动料斗中散乱毛坯。增加定向概率或防止毛坯架空堵塞。
(7) 剔料器、剔除定向不对的或多余的毛坯,使之返回料斗中。
(8) 送料器、将储料仓库与机床联系起来的工作机构或机械装置。
(9) 安全保障机构,当发生卡料等故障时,能使仓库系统自动停车或保障机构打滑,防止机构损伤。
理想的仓库系统,应符合以下要求;效率高、供料速度快,工作可靠。噪声小、不损伤工件、机构紧凑、通用性好。使用寿命长、易维护修理和制造成本低廉。
2. 自动上下料装置
按原材料或毛坯形式的不同,自动上小料装置一般可分为三大类:
卷料上料装置、棒料上料装置、件料上料装置。前两类自动上料装置对属于虫牙机床和专用自动机床的专用部件。件料自动上料装置,一般可以分为料仓式上料装置和料斗式上料装置两种形式。
(1) 料仓式上料装置,料仓式上料装置由料仓、输料槽、隔料器、上料机构和装卸机构等部分组成。
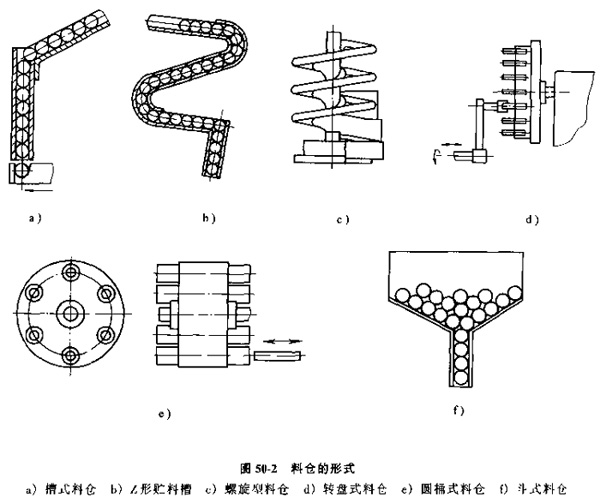
1) 料仓,料仓的作用是储存工件。根据工件的形状特征,储存量的大小,以及与上料机构的配合方式的不同,料仓具有不同的机构形式。
图50-2 所示是一些料仓的典型形式
1) 上料机构,上料机构的作用是将料仓或料斗经输料材来的工件,送到机床上预定的位置或夹具中去。上料机构一般由送料器和上料杆组成。
根据送料器的运动特性,可分为直线往复式、摆动式、回转式和连续式等几种。
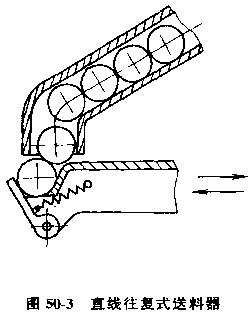
A.直线往复式送料器(见图50-3)它带有V形手部,工件落入手部后,弹簧板夹着工件送至机床夹具中,送料器返回时,弹簧板可让开工件。送料器上表面兼有隔料作用。
设计这种送料器应注意的问题:
a) 工件支承面应做在送料器体上,而不要做在活动夹板上,否则定位不准确。
b) 活动夹板的转轴应布置在工件中心右侧,以使夹板从工件上滑过时,张开角度较小。
c) 为使工件易从料槽中落入支持部位,送料器后边应做成斜面(约10°~15°),V形口的交角处应为圆角(R≥0.15D),以防被工件卡住。
直线往复送料器机构简单,工作可靠,空间小,但送料速度较低。
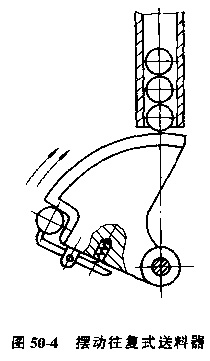
b.摆动式送料器,图50-4是带动式送料器,其摇臂上面为工件止动面,兼有隔料作用。摆臂运动可由气压、液压、机械传动。摆动式送料器结构比直线简单,不需较长的滑动导轨,节省空间,送料速度快。
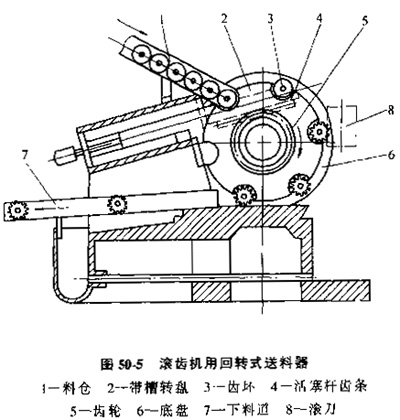
A.回转式送料器,图50-5是滚齿机上用的回转式送料器,当带狗槽的转盘旋转时,槽口顺次经过料仓的靠口处,单个工件落入槽口。转盘外圆柱面为工件止动面兼隔料作用。随着转盘的间歇转动,坯料被送到加工工位,加工完的工件被送至下料道。
喜欢杏红送料器结构复杂,占据空间大,但上料平稳,效率高。
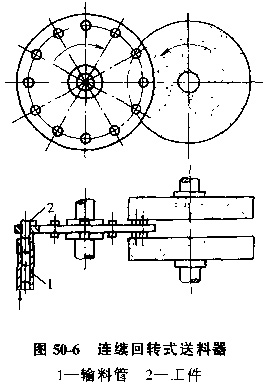
d.连续式送料器,图50-6为双端面磨床上采用的连续回转的送料圆盘进行送料的原理图。工件是活塞销、圆柱滚子,挺杆体异类的零件。工件2从输料管1中依靠重力作用或用上料杆推入送料圆盘的接料孔中,被带入砂轮磨削区进行加工。
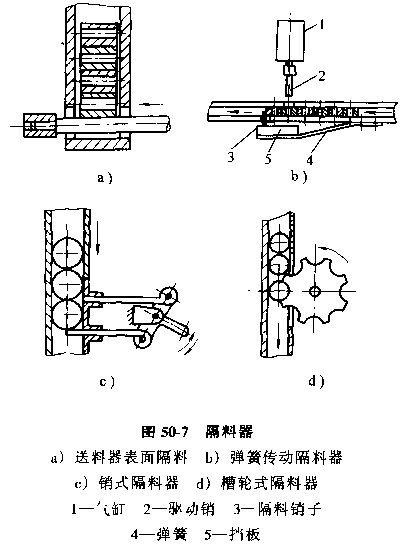
1) 隔料器。隔料器的作用是用来控制从输料槽(或料仓)进入送料器的工件数量,在比较简单的上料装置中,隔料作用兼由送料器完成。图50-7所示为几种隔料器的工作原理图。
50-7a为利用直线往复式送料器的表面隔料。图50-7b是利用气缸和弹簧传动的隔料器,隔料销子在弹簧4作用下插入料槽,挡住工件,当气缸1驱动销2插入料槽将第二个件隔位时,其前端顶在挡板5上,使销子退出料槽,将第一个工件放行。图50-7c为机械传动的销式隔料器,图50-7d为槽轮式隔料器。
(2)料斗装置和自动定向方法
1)机械传动式料斗装置,料斗式上料装置具有自动定向机构,能实现装料过程完全自动化。机械传动料斗装置的定向方法有抓取法、槽隙定向法、型孔选取法和重心偏移法等。
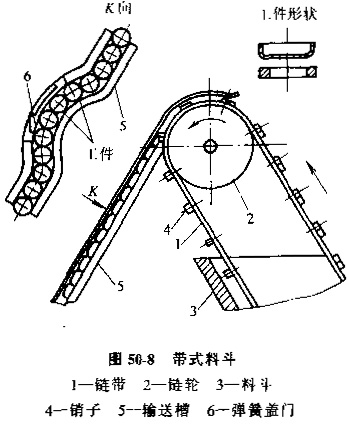
抓取法定向利用运动的定向机构抓取工件的某些表面,。如孔、凹槽等,使之从成堆的杂乱工件中分离出来,并定向排列。图50-8所示的带式料斗,适用于碗状、盖状和环状零件的自动定向。装有销4的链带1在连续运动时,堆在料斗3中的工件被销子4挂住,依次送入输送槽5,当槽5中料满时,销子1仍带工件挤入槽5,槽上弯曲部分的弹簧盖门6被打开,多余的工件落入外料箱。
用槽隙法定向的料斗装置中,用专用的定向机构搅动工件,使工件在不停的运动中落入狗槽或缝隙实现定向,定向机构可以作直线往复运动,摆动运动或回转运动。
用型孔选取法定向的料斗装置中,利用定向机构上一定形状和尺寸的孔对工件进行筛选,只有位置和截面适应于型孔的工件才能落入孔中而获得定向,这种定向机构人多作连续的回转运动。
表50-1中序号9所示的是旋转管式料斗的机构原理,常用于圆柱滚子的自动上料。为了使工件易于落入管内,而不致卡在管口,料斗内壁的倾斜角ad一般取45°~60°。管口的倾斜角ag随工件的长径比L/d不同而取不同值,当工件L/d>4时,ag取较小值,约30°左右,当2<L/d<4时,一般取45°左右。
用重心偏移定向的料斗装置适用于在轴线方向重心偏移的工件,使重端倒向一个方向。
表50-1列出了典型的料斗形式,适用工件以及技术特性,供选择定向方法和确定料斗机构时参考。