传送机作为典型的搬运设备很早就得到应用,传送机的种类很多,目前均已标准化,可以根据需要选用。
1. 链条式传送机
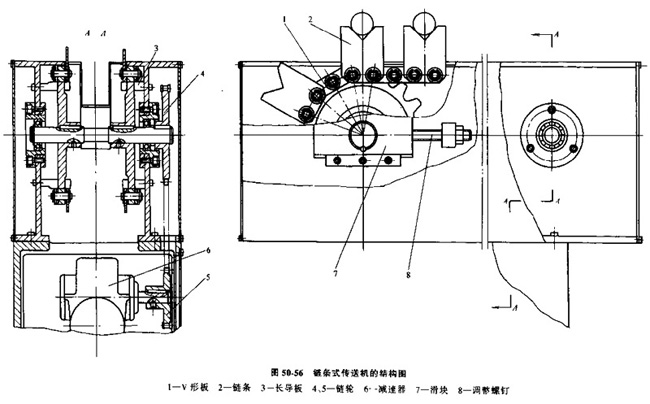
如图50-56所式,它由两列封闭式链条、链轮和驱动装置所组成。用于支承工件及定位的V形板1,等距地固定在链条2的削轴上,随同链条一起运动。链条由电动机通过减速器6和链轮5、4传动,为了防止链条下垂,每个环节侧面的滚子支承在导板3上,在减速器轴端装有电磁离合器。用来实现链条的准确停止。链条的松紧可以通过螺钉8和滑块7调节。
输送中小工件时,V形块应做成整块的,装在同一链节上,输送粗大工件时,将V形块分成两个半块,分装在跨链节上。
对于径向传送工件的链带,其V形块间距一尽量小,以便存贮较多的工件,但必须考虑上下料机械手抓放的张开位置。
对于沿工件轴向传送的链带,其V形块的间距t,可由下式计算:
T= (50-13)
式中 L―工件的长度(mm);
S―工件之间的间隙(mm)。
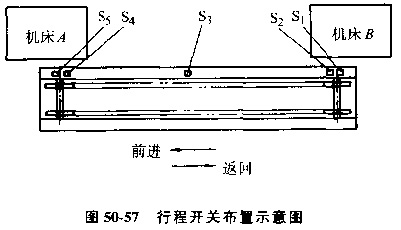
为了控制不同的工作过程,在料道上装有五个行程开关,由工件在行程开关上发出信号,见图50-57。其控制过程为:
1) 当机床A卸下工件压下行程开关S1时,输送链条步进,待开关S2 被压下时停止。
2) 开关S4和S5同时被压下时,链条停止前进,待机床B的上料机械手取走一个工件后,链条返回,待工件压下开关S2时停止。
3) 当开关S2、S3、 S4、 S5同时压下时,发出料满信号,机床A停止工作。机床B照常工作,链条步进送料,待开关S3释放后,“满料”信号解除,机床A自动起动。
4) 链条向前运动若只有S5被压下,则发出“料空”信号。机床B听住工作,链条立即快速返回,待机床A卸下工件逐渐增多,压下开关S3时,“料空”信号解除,机床B起动。
由此可知,输送料道兼有贮料功能,因而使自动线间成为柔性联接。
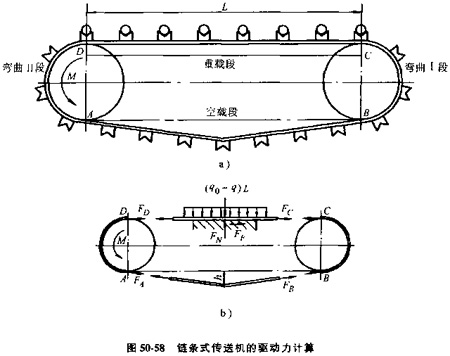
链条式传诵机的驱动力F和驱动力距M,可参照链条运输机的受力分析方法计算,见图50-58。
整个链条分为四段:AB―空载段,BC―弯曲Ⅰ工段,CD―重载段。DA―弯曲Ⅱ段。按各段力的平衡关系式,导出链轮的驱动力及驱动力矩。
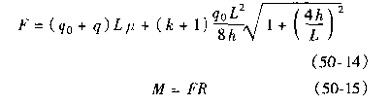
式中F―链条传送机驱动力(N);
M―链式传送机驱动力矩(N・mm);
qo―单位长度链条重力(N/mm );
q―单位长度上链条平均载荷(N/mm)
L―两链轮中心距(mm);
K―链条弯曲阻力系数,通常取1.1~1.2。
H―链条悬垂段的垂距(mm)
R―主动链轮半径(mm)。
μ―链条与支板间摩擦因数。
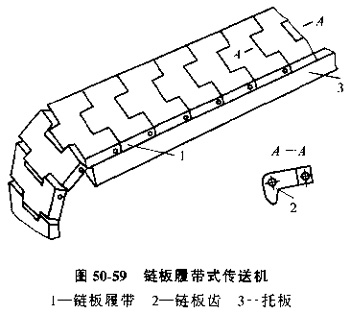
2.链板覆盖带式传送机
链板履带式传送机
链板履带式传送机是采用一节节带齿的链板组成的,链板表面磨光,靠摩擦力传送工件,见图50-59。
链板下的齿与传动链轮啮合,带动封闭式链板作单向循环运动,为防止链带下重,用两条光滑的拖板支承。多条8带并列形成多通道,在其上设置分路挡板及拨料装置,可以实现分科、合料、拨料、限位及返回等运动。
这种传送机构简单,动作可靠,贮料多易于实现多通道组合和自动化,且通用性好,其缺点是磨损较快,需要定期调整和更换。
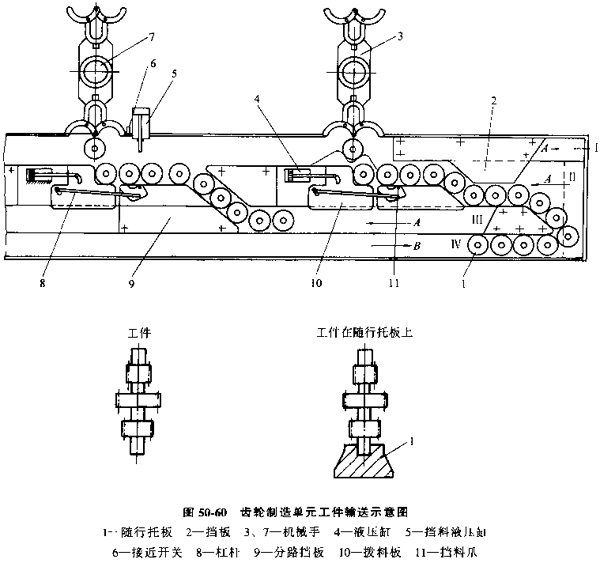
图50-60是由链板履带传送机组成的齿轮加工单元,工件安装在随行托板中,在链板履带上输送,箭头A表示工件传送方向,工件从通道Ⅰ输入,经分路挡板2分成两路。一路沿通道Ⅱ进入第一台滚齿机贮料区,另一路沿通道Ⅲ经分路挡板9进入第二台滚齿机贮料区。上料时,液压缸4动作,通过杠杆机构8使拨料板10及挡料爪11动作,拨料块将工件拨至机械手3前,挡料爪则将通道Ⅱ继续送来的工件挡住,加工好的工件由通道Ⅰ输出。
当第二台滚齿机械手7动作时,液压缸5的活塞杆伸出,将由通道Ⅰ送来的红件挡住,如果在液压缸5动作前,工件正沿通道Ⅰ经过机械手7,则开关6发出信号,让已加工好的工件通过后,拨料板10及机械手7才动作,工件卸下后的托板从通道Ⅳ返回/。
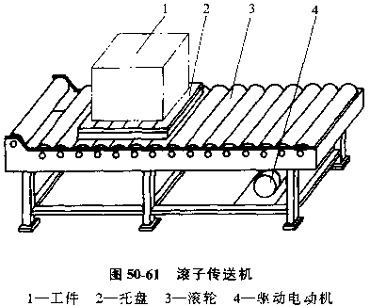
2. 滚子传送机
滚子传送机是由一根根平行的转轴。及转轴上套的滚轮,链轮(或齿轮)及驱动装置组成的。见图50-61/滚轮安装成等高,靠滚动摩擦力传送工件。
由于滚动摩擦力远小于滑动摩擦力,因此传送机可以以较小的驱动力传送较大的工件。不过要求被输送工件沿输送方向,有足够大的平面,使工件在输送过程中与滚子保持一定的接触面积,因此,滚子传送机多用来传送尺寸或重量较大的箱类零件,随行夹具或主轴箱。
驱动形式可以采用电动机减速器的主动链轮通过链条驱动各滚轮轴上的链条,从而带动滚轮转动。也可以采用电动机,减速器通过联轴器驱动一根长轴,由长轴上固定的锥齿轮驱动各滚动轴上相应的锥齿轮,实现滚轮转动,后一种方式在制造成本,安装精度等方面要求高,只适用于一些小型、精密的传送要求,使用较多的是链轮链条驱动方式。
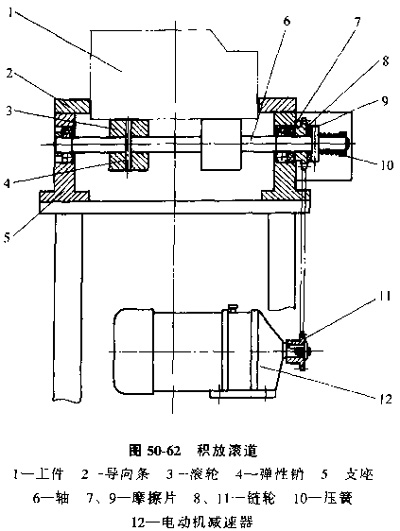
当转轴与链轮、滚轮均采用刚性联接时,传送机属于强制滚轮,即不论工件处于什么状态,在电动机运转情况下,滚轮始终匀速转动,此时如果工件被挡料器阻挡停下,滚轮与工件输送面之间的滚动摩擦变为滑动摩擦,会加大输送面的磨损,这时对一些材质较软。用已精加工面作输送面,或对输送面精度要求高的工件或随行夹具来说是不利的,因此,现在多采用积放式滚子传送机,也就是滚轮与转轴之间,或转轴与链轮之间,不采用刚性联接,而是靠摩擦传动,见图50-62。当正常输送时,驱动力通过链条、链轮、滚轮、驱动工件,工件与滚轮间为纯滚动,当工件被挡住时,滚轮与转轴或转轴与链轮之间的摩擦力小于工件与滚轮间的静摩擦,工件与滚轮保持静止,而滚轮与转轴,或转轴与链轮之间相对打滑,从而减少了对工件输送面的磨损。采用滚轮与转轴相对摩擦传动的方式,结构相对简单。但滚轮与转轴间磨损较快,对输送精度和维修更换不利。采用链轮端面摩擦方式,可以通过弹簧调整摩擦力。较少摩擦片磨损的影响。维修更换都比较方便,但轴向尺寸需要加大。
4.线性电动机传送机
线性电动机是一种特殊是合计,适于直线传动的电动机,故又称直线电动机。
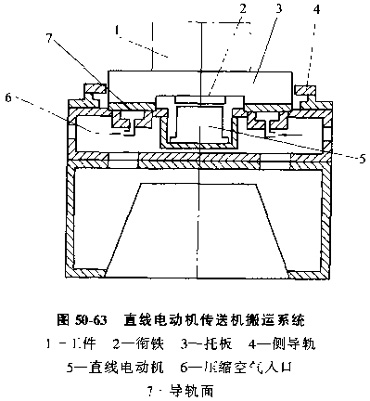
图50-63是用于组成柔性制造系统的直线电动机传送机,在这一输送系统中,托盘在空气静压导轨上运行,直线电动机设置在中部,衔铁设置在托板下方。
这种直线电动机传送机搬运系统的工作特点是:
1) 直线电动机的结构为模块化设计,可以很容易地延长或缩短搬运路径,方便地组合成直线,折线和环型等各种输送方式。
2) 动力传递和控制信息传递可共用衔铁。
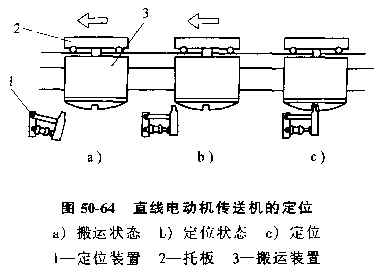
3) 加速和减诉控制方便,但要有明确的定位装置。
图50-64显示直线电动机传诵机设置的定位装置及其定位过程。
4) 因负荷而引起的移动速度波动较大,故需要速度控制。