具有集中冷却系统的自动线往往采用集中排屑。集中排屑装置一般设在底座下的地沟中,也可以贯穿各工位的中间底座。
自动线中常用的切屑搬运装置有平带输屑装置,刮板输屑装置、螺旋输屑装置及大流量切削液冲刷输屑装置。
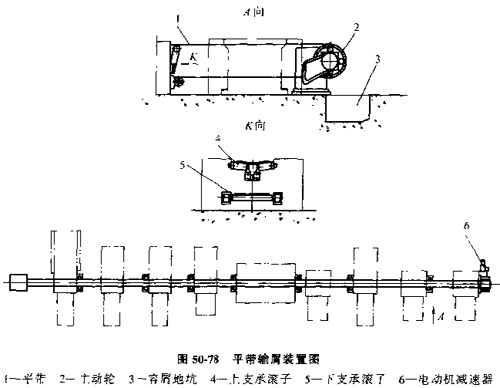
平带输屑装置(见图50-78)在自动线的纵向,用宽型平带1贯穿机床中部的下方,平带张紧在鼓形轮之间,切屑落在平带上后,被带到容屑坑3中定期清除。
这种装置只适用于在铸铁工件上进行孔加工工序,当加工钢件或铣削铸铁件时,切屑会无规律飞溅,落在两层平带之间被带到滚轮处引起故障,故不宜采用,也不能在湿式加工条件下适用,在机械加工设备中这种排屑装置已不再使用。
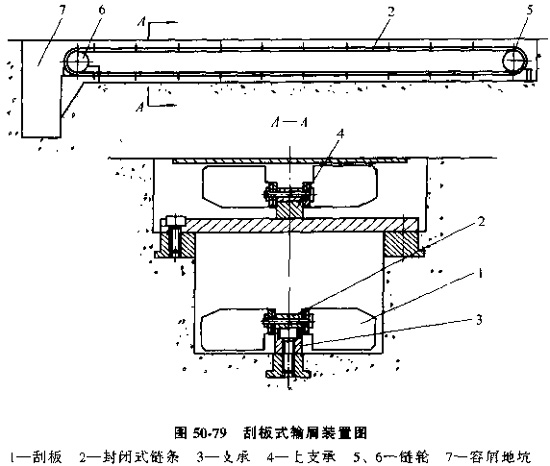
刮板式输屑装置(见表50-79)该装置也是沿纵向贯穿自动线铺设,她可以设在自动线机床中间底座内或自动线下方地沟里。封闭式链条2装在两个链轮5和6上,焊在链条两侧的刮板1将地沟中的切屑刮到深坑7中,再用提升器将切屑提起倒入小车中运走。
这种装置不适用于加工钢件时产生的带状切屑,其主要参数见表50-21。
刮板输屑装置的主要参数
|
排屑量/(m3/h) |
2.5 |
4.0 |
6.0 |
4.0 |
6.0 |
10 |
6.0 |
10 |
16 |
10 |
16 |
25 |
|
链轮转速/(r/min) |
10 |
16 |
25 |
40 |
|
刮板间距/mm |
600 |
400 |
200 |
600 |
400 |
200 |
600 |
400 |
200 |
600 |
400 |
200 |
|
每10m输送装置所需驱动功率/KW |
0.4 |
0.55 |
0.95 |
0.65 |
0.85 |
1.5 |
1.0 |
1.35 |
2.4 |
1.6 |
2.2 |
2.8 |
螺旋输送装置(见图50-80)这种输屑装置适用于各种切屑,特别是钢屑。它设置在自动线机床中间底座内,螺旋器3自由放在排屑槽内,它和减速器1采用万向接头2联接,这样可以使螺旋器随磨损面下降,以保证螺旋器紧密贴合在槽上,排屑槽可采用铸铁或用钢料焊成,铸铁槽耐磨性好,适用于不便修理的场合,设在机床床身内的排屑槽,磨损后应易于更换,一般用钢槽较好。
螺旋输屑装置的主要参数见50-22。
50-22螺旋输屑装置的主要参数
|
切屑材料 |
切屑
种类 |
螺旋器直径D/mm |
螺旋器管子直径d/mm |
螺旋器转速n/(r/min) |
排屑量Q/(m3/h) |
每10m输送装置驱动功率/KW |
|
铝合金 |
卷状和粒状混合 |
150 |
75 |
10
10
16 |
1.6
2.5
4.0 |
0.22
0.25
0.40 |
|
200 |
95 |
10
10
16 |
3.0
5.0
8.0 |
0.45
0.50
0.80 |
|
钢 |
150 |
75 |
10
10
16 |
1.6
2.5
4.0 |
0.32
0.40
0.65 |
|
200 |
95 |
10
10
16 |
3.0
5.0
8.0 |
0.60
0.80
1.30 |
|
铸铁 |
粒状切屑 |
150 |
75 |
10
16
10
16 |
1.0
1.6
2.5
4.0 |
0.75
1.20
1.65
2.65 |
|
200 |
95 |
10
16
10
16 |
2.0
3.0
5.0
8.0 |
1.55
2.45
3.30
5.30 |
适用于钢及铸铁等材质的工件的切屑的处理。