在切削加工自动线中,切屑源源不断地从工件上流出,如不及时排除,就会堵塞工作空间,使工件条件恶劣,影响加工质量,甚至使自动线不能连续地工作,因此,自动排屑是不容忽视的问题。
排屑自动化包括以下三个方面:
1) 从加工区域把切屑清除出去。
2) 从机床内把切屑运输到自动线以外。
3) 从切削液中把切屑分离出去,以使切割液继续回收使用。
切屑的排除方法
从加工区域清楚切屑的方法取决于切屑的形状,工件的安装方式,工件的材质及采用的工艺等因素,一般有以下几种方法:
1) 靠重力或刀具回转离心力将切屑甩出。这种方法主要用于卧式孔加工和垂直平面加工,为了便于排屑。在夹具、中间底座上要创造一些切屑顺利排出的条件,如加工部位要敞开,家具和中间底座上平面尽量做成较大的斜坡并开洞,要避免能造成堆积切屑的死角等。
2) 用大流量切削液中洗加工部位。
3) 采用压缩空气吹屑,这种方法对已加工表面或夹具定位基面进行清理。如不通孔在攻罗纹前用压缩空气喷嘴清理残留在孔中的积屑,以及在工件装夹前对定位基面进行吹屑。
4) 负压真空吸屑,在每个加工工位附近安装真空吸管相通,采用旋转容积式鼓风机,鼓风机的进气口与管道相接,排气端设主分离器,过滤器。着种方法对于干式磨削工序以及铸铁等脆性材料加工时形成的粉尘状切屑最适用。
5) 在机床的适当运动部件上,附设刷子或刮板,周期性地将工作地点积存下来的切屑清除出去。
6) 电磁吸屑。适用于加工铁磁性材料的工件,工件与随行夹具通过自动线后需要退磁。
7) 在自动线中的安排清屑。清洗工位,例如,为了将钻孔后的碎屑清除干净,一面下道工序攻罗纹时丝锥折断,可以安排倒屑工位,即将工件翻转,甚至振动工件,使切屑落入排屑槽中。
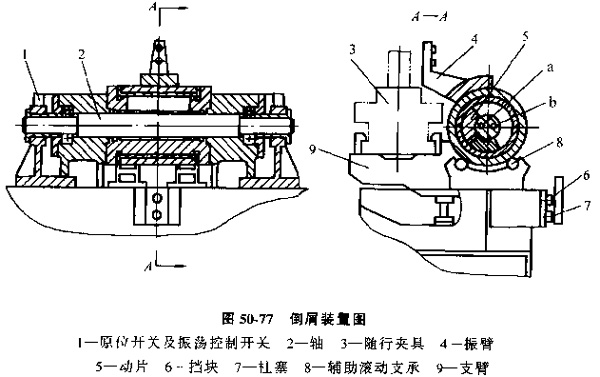
翻转倒屑装置见图50-77。
当随行夹具被送进支臂9后,压力油从轴2的a孔进入回转液压缸,推动动片5带着支臂及随行夹具180°,转到终点时,振臂4碰到液压振荡器的柱塞7,此时液压振荡器通入压力油使柱塞7产生往复振荡,柱塞7在振荡过程中向右左复位时,振臂4由于机构自重而撞在固定挡块6上,如此往复振动,将切屑倒尽。振荡器用时间继电器控制,经过一定时间后,压力油从b孔进入液压缸,将支臂连同工件、随行夹具转回原位。