柔性制造系统中应用的自动运输车是一种无人驾驶的,由微机控制的,按照一定程度或轨道自动完成运输任务的运输工具,它适于箱体类大型工件的长距离搬运。
在肉性制造系统中应用的自动运输车类型很多,按其导向方式可以分为有轨和自导两大类;按驱动方式分为自驱式和它驱式两大类。
它驱式是在地沟内或架空轨道上装设牵引链,用车前的传动削带动,要让小车停下来。只需将传动削从牵引链中拔出即可。
自驱式一般为电动小车,电源可由三相动力滑线输入或自备蓄电池。
有轨小车
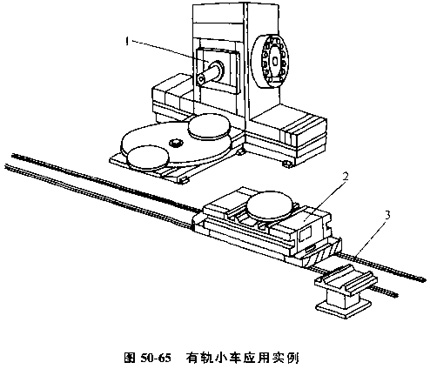
有轨小车是由在地面上铺设的两条平行钢轨和在钢轨上沿轨道行走的小车组成,见图50-65
有轨道小车的驱动和定位方式有以下几种:
利用普通带制动电动机加变频器、减速器,通过链轮链条驱动小车的滚轮,靠滚轮与轨道的滚动摩擦力推动小车,在小车规定的停留位置设置减速和停止信号开关。在小车上设置信息开关撞块,根据开关信号使小车驱动电动机减速及制动停车,其定位精度可达±1mm。为了提高小车的定位精度,可以采用定位插削等机械定位机构使小车在规定位置上准确停止。
在钢轨的一侧设置齿条,小车的驱动齿轮与之啮合,齿轮由电气伺服系统(或数控系统)驱动,其定位精度可达±0.4mm,甚至可达±0.1mm。通过修改程序,可以很方便地改变小车在导轨上的停留位置。
有轨小车结构坚固,其加速过程和移动速度都比较快,移动速度最大可达60~100m/min。其承载能力也很大,一般载重可达1~8t,甚至更重,同时它与设备的结合也比较容易,可以很方便地在同一轨道上来回移动。在短距离移动时,它的机动性能比较好,在刚线自动线间也可以用来输送较大、较重的箱类零件。
有轨小车的不足之处是,一旦将轨道铺设好后就不便改动。另外,其转弯所要求的半径很大,所以一般只适于直线输送方式。
一般概念的有轨小车都是指小车在钢轨上行走,由车辆上的电动机驱动。此外,还有一种链索牵引小车,在小车的底盘前后各装一导向销,地面上修好一组固定路线的沟槽,导向销嵌入沟槽内,保证小车行进时沿着沟槽移动。前面的销杆除作定向用外,还作为链索牵引小车行进的推杆,推杆是活动的,可在套筒中上下滑动,链索每隔一定距离有一个推头,小车前面的推杆可自由地插入或脱开链索的推头。由埋没在沟槽内适当地点的接近开关和限位开关控制,销杆脱开链索的推头,小车停止前进,销杆插入推头,链索即推动小车前进,小车底盘下有车轮,支承负载和滚动前进,这种小车只能在一个方向上运动。所以适合简单的环形运输方式。
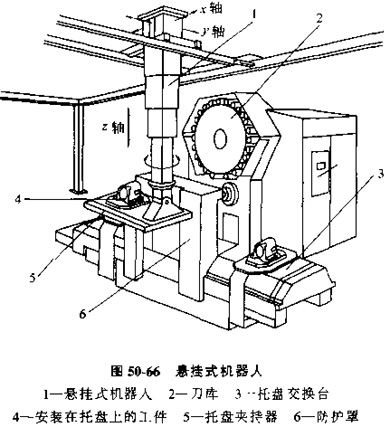
采用空架导轨的悬挂机器人,也属于一种变化发展出的有轨小车,见图50-66。在厂房内安装了架在空中的导向导轨,悬挂式机器人可以由电动机拖动在导轨上行走,工件以及安装工件托盘,可以由机器人的支持架托起,并可上下移动和旋转。由于机器人可以自由地在x、y方向上移动,它就可以将工件连同托盘移动到导轨允许到达的任意位置上交换托盘和工件。
自动导向车(ACV)
自动导向车是以蓄电池为动力源,以橡胶轮胎在地面上行走,由外部控制的电动小车。按其导向方式还可以分成线导(或光导)小车和遥控小车,遥控小车没有传送信息的电缆,而是以无线电发送接受设备传送命令和信息。车辆的控制(如起、停、转弯)都是无线电信号传递。其活动范围和路线基本上不受限制。有很大的柔性。但其控制器和操纵机构也相对复杂。
目前在柔性制造系统中使用较多的是线导小车。
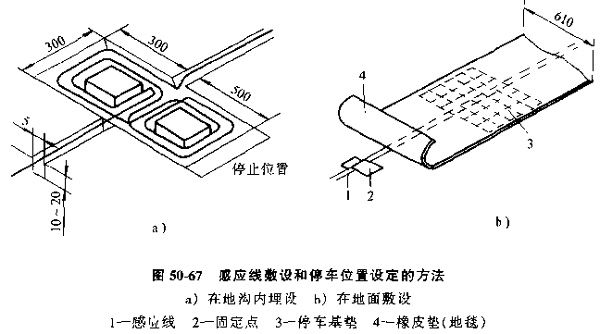
线导小车的导向方法是靠在地面敷设电磁感应导线来引导小车,感应线的敷设和停车位置的设定方法见图50-67,过去因为感应线埋没在地沟内,要改变小车的行驶路线仍然比较困难,现在已可以采用带状导线或磁线涂料直接在地面上敷设,所以大大增强了柔性制造系统布局的柔性,这种小车的缓冲自停精度较差。约为±30mm。若想达到较高的定位精度。需使用圆锥支点等机械定位装置,使其定位精度可达±0.1mm。
感应线还可以传递外部控制信号,其原理是:
小车上设有特征信号传感器,检测流入感应线内的特征信号。
对检测到的特征信号进行识别和选择相应的控制程序。
控制装置按程序的指令控制小车前进加速、缓冲定位、左右转向或返回运行等。
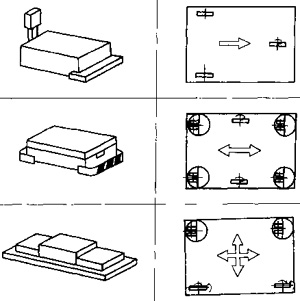
表50-16所示的是几种自动导向车的传动和转向方式
自动导向车的传动和转向方式50-16
|
|
型式 |
驱动方式和回转向方式 |
特点 |
|
Ⅰ |
|
三轮式
前轮驱动和控制转向
一个方向移动 |
|
Ⅱ |
消耗车中心轴有两个独立驱动轮
四角有四个自由转动轮
根据中央两驱动轮转差转弯
二个方向移动 |
|
Ⅲ |
四轮式
两轮驱动和转向
四个方向移动 |
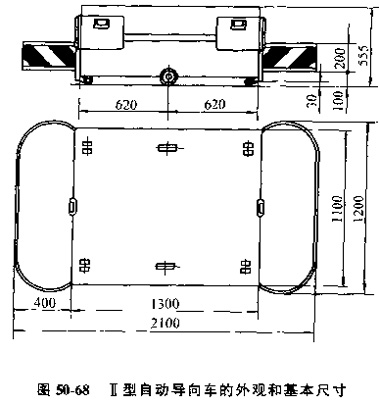
目前应用较多的是Ⅱ型自动导向车图50-68所示是这种小车的外观和基本尺寸。
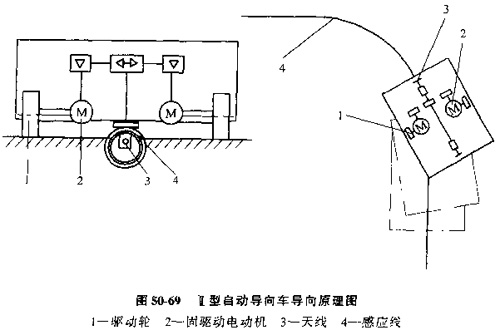
图50-69所示是Ⅱ型自动导向车的导向原理图。当天线3偏离导向感应线4的左右任一侧时。大线中的一对线圈的输入信号(感应电压)就产生了信号差,通过控制系统,使左右两驱动电动机2产生转速差,经驱动轮1使小车沿感应线转向,甚至信号差为零。
在柔性制造系统中采用自动导向车有以下一些优点:
较高的柔性,只要改变一下导向程序,就可以较容易地改变,修正、扩充自动导向车的移动路线,但如果要改变固定的传送带运输线或有轨小车的轨道就相对要困难一些。
实时监视和控制,由控制计算机实时地对自动导向车进行监视,如果柔性制造系统根据某种需要,要求改变进度表或作业计划,则可很方便地重心安排小车路线。此外,还可以为紧急需要服务,也可向计算机报告负载的失效,零件错放等事故。
安全可靠,自动导向车能已低速运行,一般在10~70m/min范围内操作。通常自动车由微机控制,能用本区的控制器通讯,以防止相互之间磁撞,小车本身也装有报警信号灯,紧急按钮,安全连锁装置等,在其行驶过程中,碰到人和物体时,可设定的微小变形会使其安全连锁装置中的信号装置发出紧急信号,使小车紧急停车。
维护方便,维护包括对小车蓄电池的充电,以及对电动机,车上控制器。通讯装置,安全报警装置的常规检测。大多数自动导向车都装备有蓄电池状况自动报告设置,它与控制主机互联,蓄电池的储电量降到需要充电的规定值时,小车会自动去充电站充电,一般自动导向车可工作8h无需充电。
设计柔性制造系统时,选用自动导巷小车主要应考虑以下几个指标及问题:
外形尺寸。一般长度750~2500mm,宽450~1500mm,高550~650mm左右。
载重量50~200kg,选择载重量时不应仅仅考虑工件的重量,还应考虑托盘和夹具的重量。
运行速度10~70m/min。
转弯半径,一般指在某种速度下,最小的转弯半径。
蓄电池的电压,每两次充电之间的平均使用时间。
安全设备是否有安全杠、警报扬声器、警示灯、全速行驶时的停止距离。
载物平台的结构,是否有液压或其他形式的提升器,以及平台的拉升高度。
控制方式,人工控制或有线控制。
定位方式,托盘在小车上的固定方式。10)
兼容的控制计算机类型。
自动运输小车的附加装置
为了适应柔性制造系统的自动运输任务,在小车上还必须设置必要的附加装置。
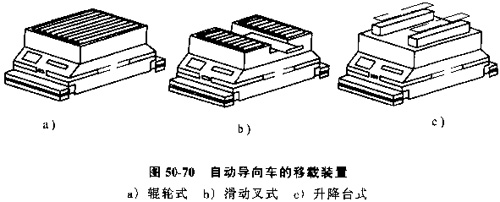
依载装置。在小车的台面上设置托盘或工件的传送和接收装置,以实现与机床或装卸站之间的自动交换联接,图50-70所示是装在小车台面上的几种移载装置。
辊轮式,是利用辊轮与托盘或工件间的摩擦力。将托盘或工件移进或移出小车,这种移栽装置与辊式传送机配合使用。
滑动叉式。是利用往复运动的滑动叉,将托盘或工件推出或拉入,两边的支承滚子是为了减少移栽时的驱动力。
升降台式。是利用升降台将托盘或工件升高,物料架上的托物叉伸入托盘或工件底部、升降台下降,托物叉退回将托盘或工件移出。脱盘或工件的移入过程与之相反。
当自动输送小车与搬运机器人等有搬运机能的设备组合使用时,小车台面只需设置托盘和工件的定位机构而不需要移栽装置。
升降对齐装置,由于承载重量不等,小车车轮充气程度不同,以及料架高度不一致,当由小车本身对托盘或工件实现移载时,可能由于高度差而发生移栽故障,所以在小车内部,需要设置能保持水平的升降对齐装置。
缓冲定位机能,这一机能应该由合理地选择小车的控制系统,传动系统和定位装置来保证。
安全保护机能,在输送线内有多台小车自由运行,线路上可能会出现障碍物,为了避免发生碰撞事故,运输小车上应设有探测障碍物的检测传感器,撞击缓冲器。行走异常报警器,以及自动停止装置等。为了防止碰撞,一般采用分区段控制方式。这种方式就是把系统分割成若干区段,以一个区段内一台小车为制约条件,即该区段内有一台小车,即不允许第二小车进入,同时设置让车专线。