加工自动线的液压控制
由于液压传动具有结构紧凑,控制方便、易于自动化等优点,在自动线中得到了广泛的应用。
自动线的液压系统在原理和设计方法上与一般机床的液压传动没有原则上的差异,只是在自动线中,液压系统除了实现机床的进给运动,工件的定位和夹紧外,还需驱动工件输送,上下料、转位,升降以及排屑等辅助装置,在设计上必须防止各种动力部件和辅助装置间的干扰,并考虑到自动线连接运转的特点,应采取措施防止油温变化过大和温升过高。
在自动化加工中,广泛地使用电气一液压控制系统,在这种控制系统中,由电气系统发出顺序工作的信号,液压系统控制和驱动执行部件或辅助装置的动作。这种控制方式在机械加工自动线上应用得尤为普遍,这是因为电气一液压控制系统具有如下一些特点。
1) 电气控制系统易于实现远距离控制。
2) 电气和液压元件已经标准化,通用化和系列化,易于实现各种控制要求,且成本日益降低。
3) 电气线路本身能实现互锁,能保证工作安全可靠。
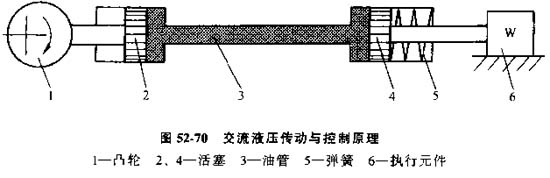
机械一液压控制系统也就是交流液压控制系统,其工作原理见图52-70。
在这种控制系统中,凸轮1推动活塞2移动,活塞2又迫使油管3中的油液流动,从而推动活塞4和执行机构6移动,返回时靠弹簧5的弹力使整个系统回原位。执行机构的运动规律。由凸轮1控制。凸轮1是指令存储装置,同时又是驱动元件,由于在这种系统中,工作油液是在密封的管路中往复流动,故称为交流液压传动。
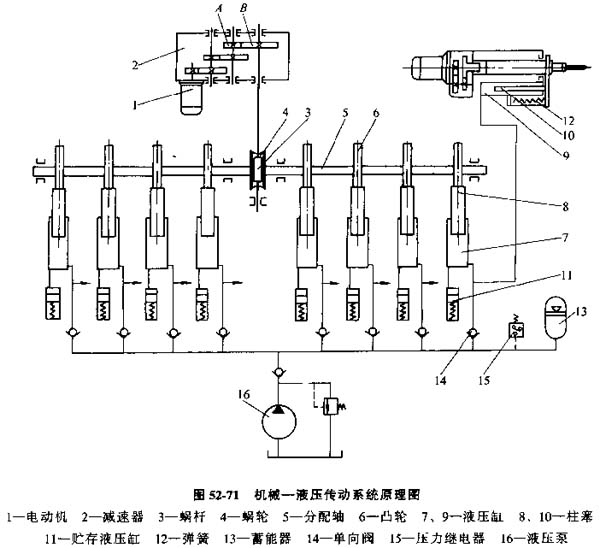
采用交流液压传动控制的一个小型自动线的工作原理见图52-71。
电动机通过减速器,蜗杆、蜗轮驱动分配轴及轴上的8个轮,每个凸轮分别推动液压缸中柱塞移动。柱塞又推动油液进入工作液压缸,从而迫使柱塞拖动力头向前移动,当动力头前移到终点碰上定位挡铁后,液压缸中的油压升高,油液便注入贮油缸中,当凸轮转到回程曲线时,动力头及柱塞在弹簧的拉力作用下回原位,同时油液由于受柱塞10的压力也流回液压缸中。
动力头的运动规律由凸轮曲线控制,分配轴的转速由交换齿轮A和B调整。
为了保证动力头的运动特性及移动距离。液压缸7和液压缸9及相连管路中的油液体积应保持不变。如有漏损,可利用贮存液压缸11来补偿。液压缸中弹簧所产生的油压应略大于进给液压缸中的最大压力。当泄露量超出液压缸11的补偿能力时,通过单向阀14由蓄能器13向液压缸7补油,当蓄能器内压力降低过多,通过压力继电器15起动泵向蓄能器充油。
这种机械一液压控制装置结构简单,工艺性能好,传动效率高,执行部件的运动规律容易控制,系统发热少,但对油液的要求高,应避免在密封系统中分解出气体,影响传动刚度。由于动力部件的最大进给力决定于凸轮的强度和液压系统特性,一般不适于进行载荷切削,只适于中小型零件的小型自动线。