一、联轴器的对中要求
联轴器的作用是把两根轴联为一体,实现同轴回转。由于两根转轴存在安装误差,必然出现中心线不同轴的情况。联轴器在不对中的情况下安装固定之后,轴系旋转时,由于两半联轴器要尽力维持初始状态,必然造成轴及其支承的周期性变形,出现轴系的不对中强迫振动,加剧支承轴承的磨损。因此,安装联轴器的首要问题是保证两根转轴的同轴度误差。
二、联轴器的安装找正
安装联轴器时,可以作一个简单的工装,用千分表进行测量找正,如图所示。
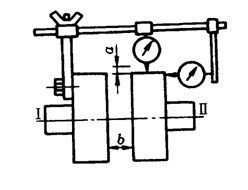
测量找正时,用螺栓将测量工具架固定在左半联轴器上。在未联接成一体的两半联轴器外圈,沿轴向划一直线,做上记号,并用径向千分表和端面千分表分别对好位置。径向千分表对准右半联轴器外圆记号处,端面千分表对准右半联轴器侧面记号处。将两半联轴器记号处于垂直或水平位置作为零位。再依次同时转动两根转轴,回转0°,90°,180°,270°并始终保证两半联轴器记号对准。分别记下两个千分表在相应四个位置上指针相对零位处的变化值。从而就测出了径向圆跳动量a1 、a2 、a3 、a4 和端面圆跳动量b1 、b2 、b3 、b4 。根据这些值的情况就可判断Ⅱ轴相对Ⅰ轴的不对中情况,并且进行调整,直到a1 = a2 = a3 = a4 =0, b1 = b2 = b3 = b4 =0,就可以认为Ⅰ轴与Ⅱ轴对中找正了。
在测量找正中要注意,上面这种方法只适用于两根转轴没有轴向窜动的情况。因此,在找正前应检查两根转轴的轴向窜动情况。
当两根转轴有轴向窜动时,测量端面圆跳动量首先必须在未联成一体的两半联轴器外圈,沿轴向划一直线做为零线后,再将要联接的Ⅱ轴上的右半联轴器外侧表面从零线开始起,分为4等分,并标出1、2、3、4的记号,
如图所示。
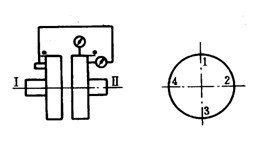
这样,就可把右半联轴器的1点对准左半联轴器零线,从垂直或者从水平零位开始两轴共同旋转。每转90°测量一次千分表相对零位处的端面圆跳动量,就有
 =0
=0。然后再分别以右半联轴器上已经标好2、3、4、点的位置对准左半联轴器上的零线。使两轴每次都同样旋转,每转90°测取一次千分表相对零位处的端面圆跳动量。注意有正、负值之分。在取得
 =0,
=0,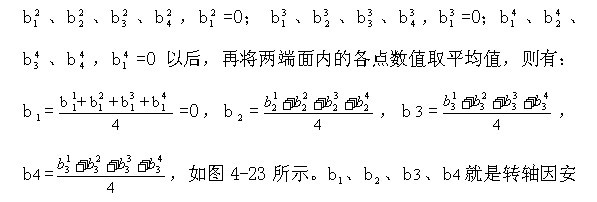
装不对中引起的端面圆跳动量,显然平均作用消除了轴向窜动对分析问题的影响
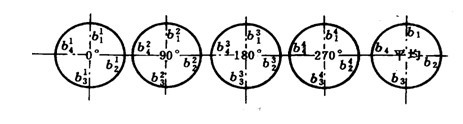
图4-23 取平均值示意图
转轴的轴向窜动对联轴器径向圆跳动量影响很小。因此,测量径向圆跳动时,只要使未联成一体的左、右半联轴器零线对齐,从零位开始,使两轴共同旋转。每转90°测一次千分表相对零位处的数值,就可有a1 、a2 、a3 、a4 。在此基础上,就可以根据a1 、a2 、a3 、a4 、b1 、b2 、b3 、b4 值的情况对Ⅱ轴进行调整,使其与Ⅰ轴对中。直到a1 =a2 =a3 =a4 =0,b1 =b2 =b3 =b4 =0,才能认为Ⅰ轴与Ⅱ轴实现了找正要求。
三、联轴器对中找正的注意事项
(1)安装中,一般都是先将两半联轴器分别安装在所要联接的两轴上,然后将主机找正,再移动、调整、联接轴,以主机为基准,向主机旋转轴对中。通过测量两半联轴器在同时旋转中,径向和轴向相对位置的变化情况进行判定。
(2)测量数值是否正确,可以用a1 + a3 = a2 + a4 ,b1 + b3= b2 + b4 等式是否成立进行判定。若等式两边的差值大于0.02mm,则说明没量工具安装的紧固性、工具架的刚性或者千分表出现了问题。应查找消除后再进行测量。
(3)实际测量中,因位置所限使下方数值a3 、b3 无法直接测量时,则可用下式求得:a3 =(a2 + a4 )- a1 ;b3 =(b2 + b4 )- b1 。
